Станок токарный 1и611п – успешно эксплуатируется уже более полувека. Обработку данным устройством можно осуществлять и в патроне, и в центрах. Благодаря высокой надежности, относительной простоте в использовании и универсальности в применении токарный станок 1и611п пользуется заслуженной популярностью на протяжении нескольких десятков лет.
Предназначение устройства и особенности конструкции
Токарный станок ИЖ 1и611п был сконструирован еще в далеких 1960-х, но и сегодня продолжает благополучно выполнять работы по металлу самых разных сложностей. Станок успешно справляется с:
- Точением.
- Шлифованием.
- Фрезеровкой.
Надежное функционирование данного станка обеспечивается конструкцией:
- простота коробки подач. Благодаря этому, различные типы резьбы создаются, не прибегая к замене шестерней;
- жесткая фиксация резцовой головки повышает точность обработки металла;
- система жидкостного охлаждения, которая находится в специальном контейнере вместе с электрооборудованием, своевременно понижает температурные показатели рабочих узлов устройства;
- система отвода стружки. Станок имеет специальный контейнер, которые принимает отходы обработки металла.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.

Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
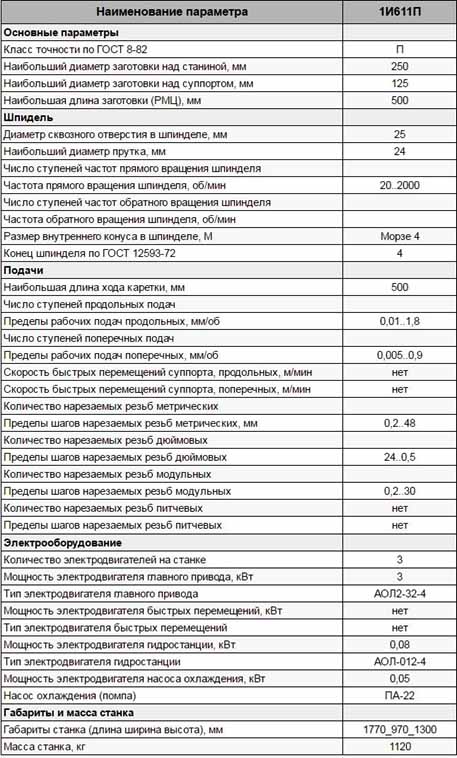
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Строение
Ключевыми элементами строения данного токарного станка являются:
- Фартук — позволяет перемещать суппорт в продольном и поперечном направлении. Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
- Задняя бабка — ее действие заключается в жестком поджатии длинной детали, что повышает точность проводимых работ. Задняя бабка на данном токарном станке может смещаться на 10 мм в обе стороны по отношению к центрам. Это позволяет расширить диапазон обрабатываемых деталей.
- Передняя бабка — шпиндель станка приводится в движение передачей с 4 ремнями. Работа всех 12 скоростей шпинделя обеспечивается ведомым шкивом через муфту. Управление узлом осуществляется через приводы переключения шестерен и зубчатой муфты. Механизм блокировки предотвращает совместную работу перебора и муфты.
- Станина данного токарного станка имеет две призматические и две плоские направляющие и располагается на целостной тумбе. Фронтальная призма – это основа для установки передней бабки. В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
- Конусная линейка — с ее помощью на станке можно обрабатывать заготовки конусной формы, делать конические нарезы. Каретка суппорта жестко удерживается при помощи тяги и кронштейна. Верхняя часть суппорта передвигается на необходимый угол посредством скольжения ползушки по линейке.
- Гитара — данный механизм установлен на левом торце коробки подач и позволяет не менять шестерни при изготовлении метрической резьбы разных типов и обычной сложности. При создании дюймовой и модульной резьбы уже появляется необходимость замены шестерней. После их установки можно изготовлять резьбу не прибегая к применению механизмов коробки подач. В каждом паспорте токарного станка 1и611п имеются четкие инструкции по настройке параметров гитары. Перед применением установки необходимо детально изучить соответствующие рекомендации.
Видео: токарно-винторезный станок 1и611п.
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.

Рис. 1.2 Электросхема станка токарного 1и611п.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
- Ходовой винт станка смазывается в автоматическом режиме.
- Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
- Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
- Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм. Для более точных движений суппорта задействуют верньер.
- Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
- На тыльной стороне станка нет никаких рычагов и узлов управления. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
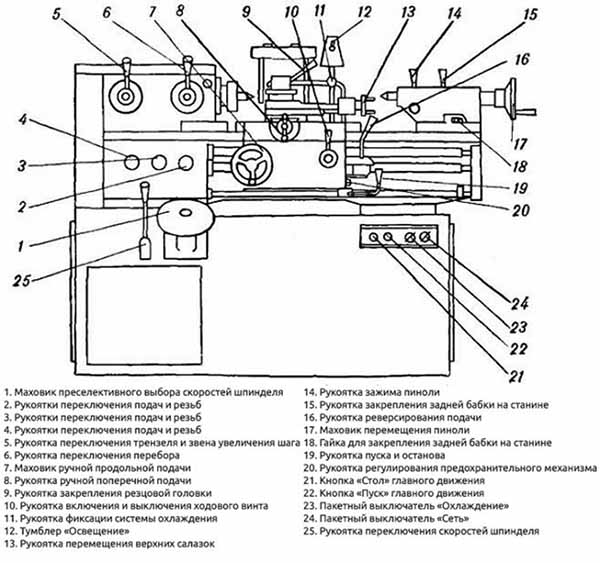
Рис 1.3 Система управления.
Republished by Blog Post Promoter
















В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.