Радиально-сверлильный станок 2М55, технические характеристики и схема которого будут представлены ниже, используют с целью изготовления отверстий в металле и других конструкционных материалах. Используя зенкеры и развертки, добиваются высокой точности сверления и качества обработанной поверхности. Для нарезания внутренней резьбы применяют метчики. С помощью проходных и торцевых резцов растачивают отверстия.
Использование станка 2М55 возможно для обработки корпусов. Применяют его при единичном изготовлении деталей, а также встраивают в технологические процессы серийного и массового производства. Оснастив кондукторами и вспомогательными приспособлениями, создают специализированный агрегат, выполняющий обработку габаритных заготовок в поточном производстве.
Технические характеристики технологического оборудования для сверления
Производителем станка является Одесский завод радиально-сверлильных станков. Указанное устройство выпускается с 1974 г.

При производстве отверстий в стали 45 максимальное значение диаметра используемого сверла составляет 50 мм.
Допускается сверлить отверстия на расстояние 400 мм.
Конструктивные особенности:
- Высота расположения шпинделя до стола 450…1600 мм.
- Перемещение от оси шпинделя до опорной стойки 375…1600 мм.
- Частота вращения инструмента 20…2000 об/мин.
- Мощность привода 5,5 кВт.
- Вес оборудования 4,7 т.
Конструктивные особенности
Компоновка устройства выполнена в двухколонном виде. В результате создана жесткая конструкция. Она не допускает перемещение оси шпинделя при фиксации колонны. Для жесткой установки используется специальный фиксатор, гарантирующий надежную установку. Поэтому сверление может выполняться с высоким значением подачи инструмента.
21 скорость вращения шпинделя позволяет подобрать оптимальный режим сверления для самых разных типов конструкционных материалов, а также видов используемого инструмента.
При завершении сверления на заданную глубину автомат отключит подачу исполнительного инструмента вглубь обрабатываемой детали.
Работа противовеса заключается в уравновешивании нагрузок на сверлильной колонне, что облегчает настройку оборудования даже при использовании довольно тяжелого инструмента.
Выполнение работы по сверлению на станке
Вращение от электродвигателя передается на:
- упругую муфту, сглаживающую вибрацию;
- фрикцион, позволяющий включать передачу в «мягком» режиме;
- коробку скоростей, имеющую передвижные блоки шестерен (4 шт.).
Наличие в коробке скоростей накидной шестерни позволяется организовывать обратное вращение шпинделя. Ее включение происходит после остановки фрикционов. На каждые две скорости прямого вращения имеется одна скорость обратного.
В двойных блоках зубчатых колес имеется возможность перемещения ползуна так, что в третьем промежуточном положении зацепления нет. Тогда оператор может производить вращение от руки, не прилагая больших усилий (зацепления нет, не нужно вращать блоки шестерен).
Для вертикального перемещения шпинделя вверх и вниз используется муфта включения подачи. Здесь применяется червячная передача: червячное колесо и червяк. Они осуществляют движение пиноли шпинделя в прямом и обратном направлениях (изменяется путем включения реверсированного включения двигателя).
При реверсированном переключении двигателя подачи шпинделя используется кулачковая предохранительная муфта. В случае увеличения предельного усилия перемещения происходит ее отключение. Такое техническое решение позволяет не перегружать инструмент (предотвращает его поломку) при сверлении отверстий.
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Электроснабжение сверлильной головки
Внутри колонны проложен кабель. Чтобы электрическая энергия передавалась при любом повороте, применяются ртутные токосъемники. Они бесперебойно проводят ток к двигателю и блоку управления. Для предотвращения испарения токонесущей жидкости (ртути) предусмотрена сложная герметичная конструкция токосъемного устройства.
Инструкция по монтажу станка и установке узлов имеется в паспорте, прилагаемому к каждому изделию. Там же указывается актуальная цена устройства.
Видео: радиально-сверлильный станок 2М55.
Иллюстрации и спецификации станка
Для ознакомления приведены схемы и чертежи основных узлов станка. Пользуясь ими, можно понять, из каких конструктивных элементов он состоит.
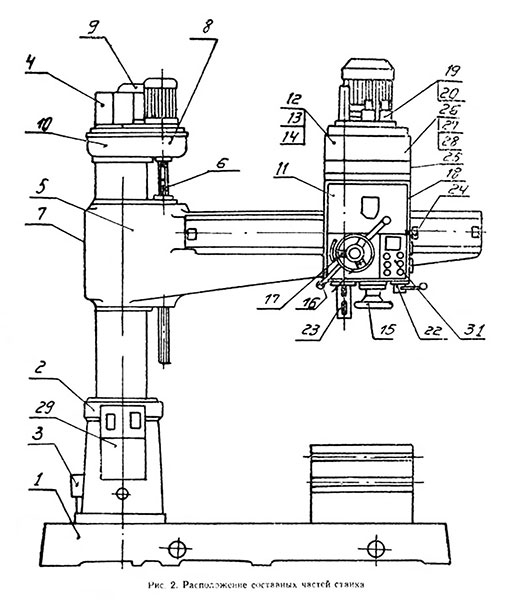
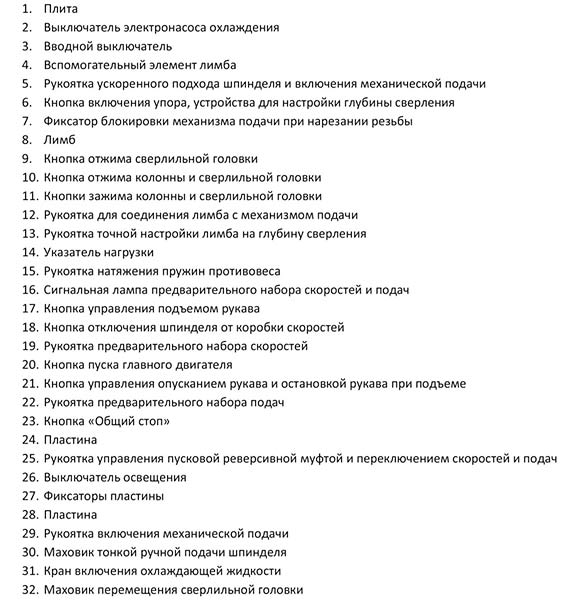
Спецификация к схеме станка:


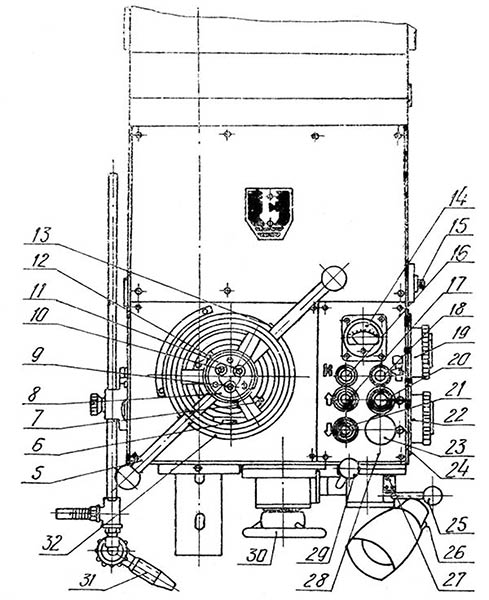
Чертеж органов управления:
Republished by Blog Post Promoter
















