Среди способов обработки деталей резанием есть операция, о которой стоит рассказать отдельно. Хонингование блока цилиндров выполняют на заводах, выпускающих двигатели внутреннего сгорания. На основании многочисленных исследований эксплуатационных особенностей ДВС установлено, что повышение ресурса моторов возможно созданием условий сохранения смазки на внутренней поверхности гильз цилиндров нужно создавать мелкую насечку в виде сетки. Во впадинах собирается смазка, способствующая снижению сил трения при работе силовой установки.
В качестве инструмента используются бруски, фиксируемые на специальных головках, совершающих вращательное движение, совмещенное с возвратно-поступательными перемещениями. Большинство полагает, что подобные устройства используются только для обработки только внутренних поверхностей. На самом деле существуют станки, где шлифуются цилиндры снаружи.
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с. Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек. Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honing англ. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
Принято различать:
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
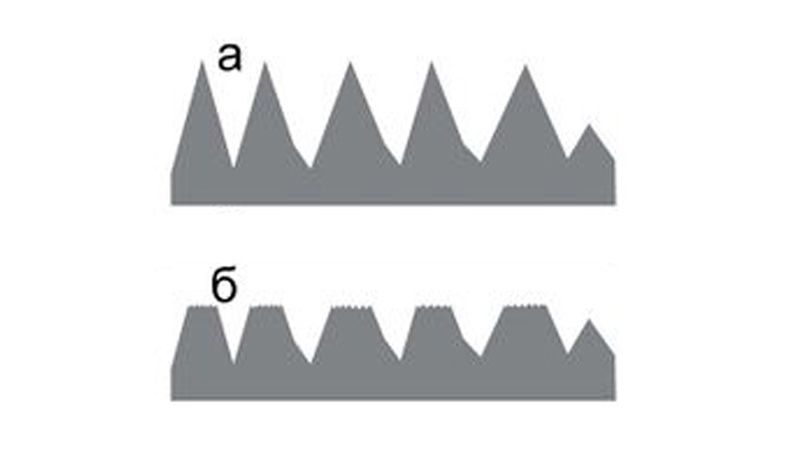
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Полностью выравнивание не происходит. Стачиваются только острые вершины. Снимаются доли миллиметра, но этого уже достаточно, чтобы детали при взаимном перемещении оказывали минимальное сопротивление.
В ДВС система смазки осуществляет принудительную подачу смазочных материалов. Они оседают в промежутках между вершинами. Например, в двигателе МеМЗ-968 (использовался в ЗАЗ-988М) зазор между поршнем и стенкой цилиндра составлял всего 0,062±0,004 мм. У современных автомобильных ДВС эта величина находится на уровне 0,032±0,0027 мм. Лучшее уплотнение позволяет более эффективно использовать давление газов в рабочем цилиндре.
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер. Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.
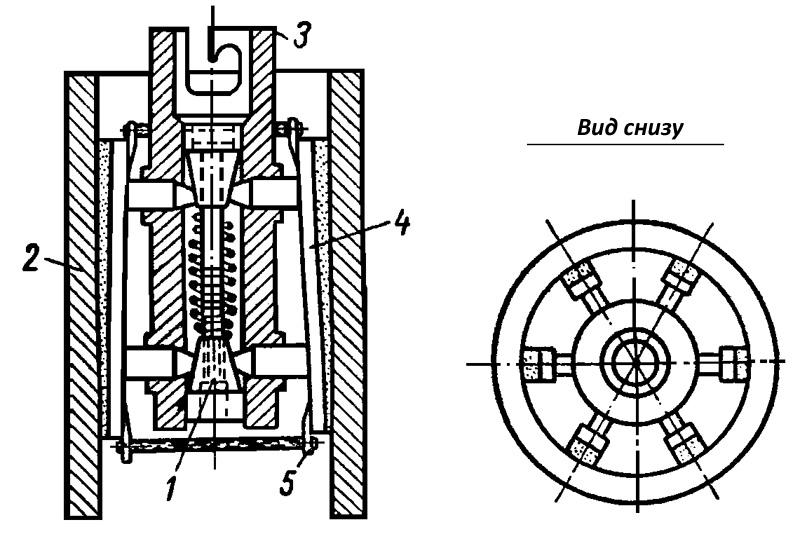
Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.
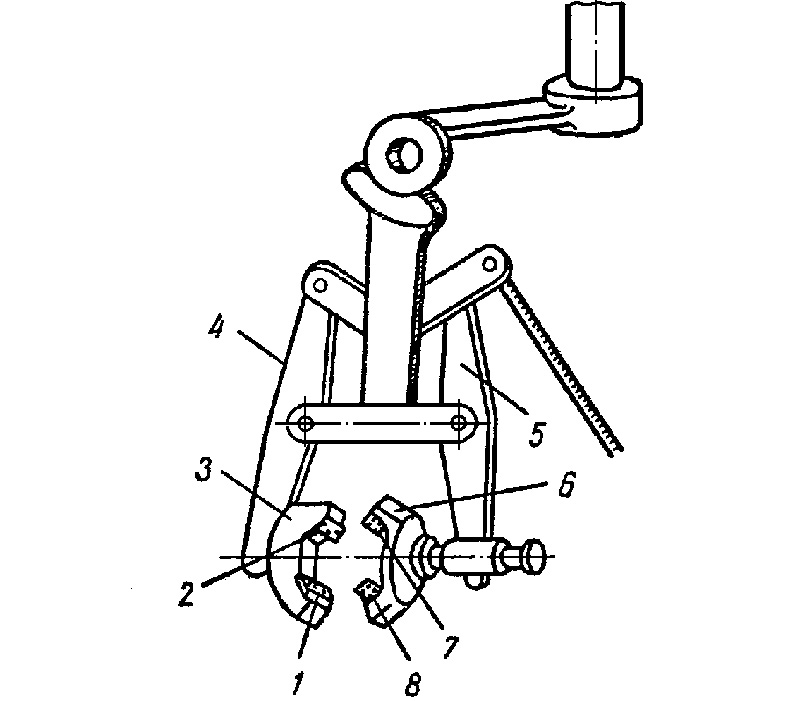
Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Электрохимическое хонингование
При производстве техники для освоения космического пространства механической обработки бывает недостаточно, чтобы получать нужную чистоту и точность. Поэтому используют электрохимические методы.
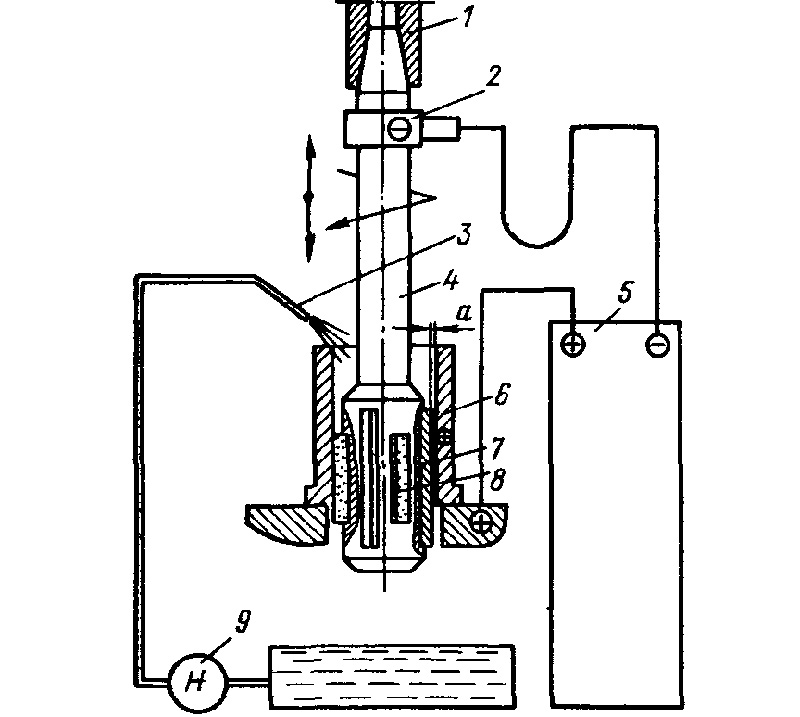
Установка для электрохимического хонингования: 1 – вал приводной; ртутный токосъемник; 3 – труба подачи электролита; 4 – головка хонинговальная; 5 – источник постоянного тока; 6 – обрабатываемый цилиндр; 7 – катод; 8 – абразивы (бруски); 9 – жидкостный насос
В этой установке используют графитовые бруски с напыленным абразивом. Вращающаяся головка заставляет перемещаться электролит по обрабатываемой поверхности. С графита заряд передается на цилиндр. Основная обработка выполняется жидкостью, а абразивные частицы дополняют процесс, увеличивая производительность труда.
На подобных установках можно обрабатывать даже довольно прочные закаленные стали, имеющие твердость HRC 55-65 единиц.
Хонингование цилиндров двигателя автомобиля
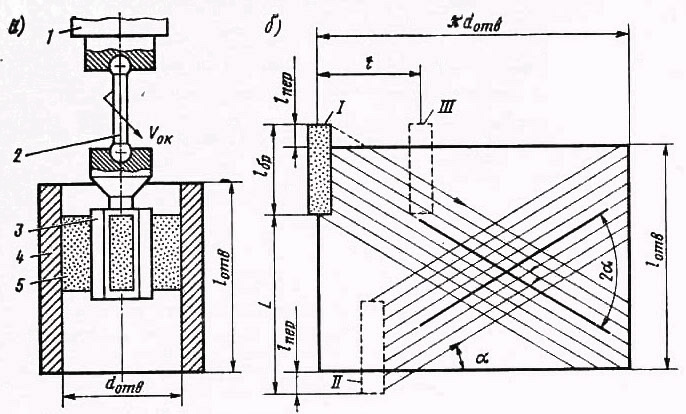
Схема процесса хонингования цилиндра: 1 – приводной вал; 2 – шарнир; 3 – головка хонинговальная; 4 – цилиндр съемный (гильза); 5 – абразивный брусок
На представленной схеме следует отметить наличие угла α. Он определяет получение перекрещиваемых линий, образующих сетку, при поступательном движении хон вверх и вниз. 2α – угол скрещивания двух взаимнопересеченных линий при прямом и обратном движениях.
I, II, III – это ряд последовательных положений абразива за два хода вверх и вниз.
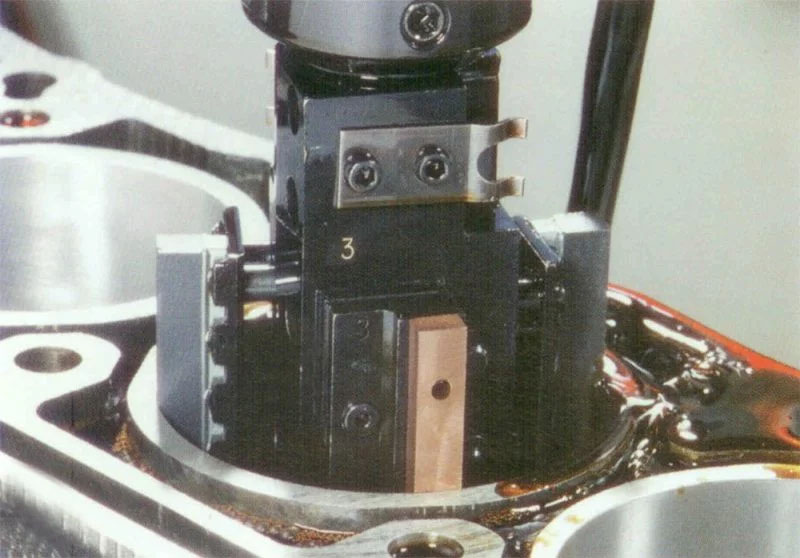
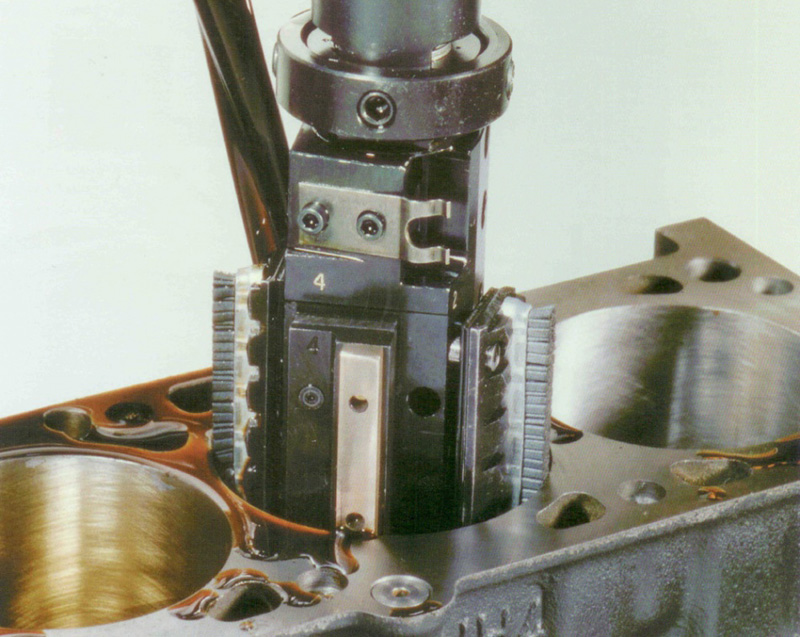
Реальная головка в работе на блоке

Реальная поверхность внутреннего пространства цилиндра после обработки
Режимы обработки
Чтобы моторное масло надежно удерживалось на внутренней поверхности цилиндра, создается шероховатость (сетка). На идеально ровной стенке любая жидкость будет стекать, а при наличии макроскопических неровностей она будет удерживаться. Больше площадь контакта, меняется и направление действующих сил.
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
- Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм.
Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс). - Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
- Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
- При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
Карцевание выполняют специальными щетками
Карцевание применяют и при наружной обработке некоторых деталей ДВС. Так поступают для поршневых пальцев и шеек коленчатого вала.

Хонинговальная головка
Бруски абразивные
Хонингование в домашних условиях
Можно услышать вопрос: «Можно ли выполнить хонингование цилиндров своими руками в домашних условиях?»
Профессионалы отвечают, что нельзя. Однако, если очень хочется, то можно. Но приобрести специальные станки для горизонтального или вертикального выполнения подобной операции затратно. Однако тут используют иной инструмент. Его называют дрынохон.

Дрынохоны выпускаются разными наружными диаметрами
С помощью электродрели или шуруповерта можно в мастерской после разборки двигателя произвести поверхностную обработку, применяя дрынохон. Они бывают спирального типа. Встречаются и радиального.
Видео: хонингование цилиндров (теория).
На валу установлены ветви, на их концах размещены резиновые головки с напыленным абразивом. Обычно размер зерна составляет 500-600 единиц. Глубокую обработку провести сложно, а финишную сумеет любой домашний мастер.
При выполнении подобной работы нужно предусмотреть использование СОЖ. Многие сходятся на том, что керосин является идеальной смазкой для самодеятельного мастера.
[autor_bq]
Republished by Blog Post Promoter
















