Для фиксации деталей во время обработки нужны специальные фиксаторы. Сделать тиски своими руками разных размеров несложно, потребуются чертежи с размерами, а также технологическая последовательность выполнения работ.
У домашнего мастера в арсенале обычно много самых разных инструментов. Однако, трудно переоценить роль тисков. Их используют для установки деталей разного размера, поэтому в одной мастерской могут присутствовать фиксирующие приспособления различного вида и конструктивного исполнения. В металлообработке используют преимущественно металлические изделия, а для обработки древесины широко применяют деревянные устройства. Некоторые мастера оснащают свои рабочие столы самодельными слесарными тисками. Бывает так, что нужен специальный крепежный инструмент.
- Элементы тисков
- Разработка конструкции тисков
- Пошаговые технологии изготовления деревянных тисков в домашних условиях
- Конструкция для верстака
- Изготовление деревянных тисков, устанавливаемых на столе
- Простые деревянные тиски
- Изготовление тисков из металла
- Малогабаритные станочные тиски
- Тиски из швеллера
Элементы тисков
Зажимное приспособление должно иметь несколько основных элементов:
- губка неподвижная;
- губка подвижная;
- винтовой механизм;
- уголок поперечный;
- скоба подвижной губки;
- ползун;
- основная опора (уголок продольный).
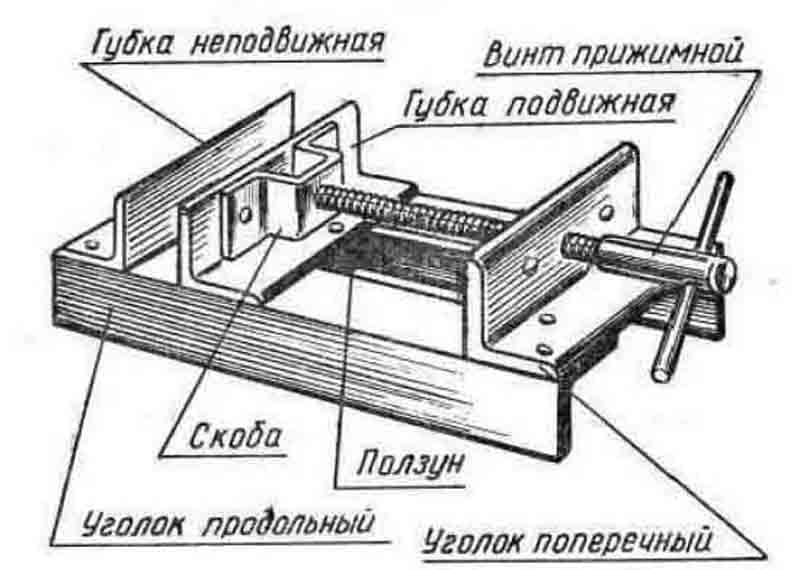
Схема самодельных тисков
Конструктивно решение зажима может быть различным. Иногда в качестве исходных материалов используют даже обычные пассатижи.

Самые простые конструкции
Принято определять по особенностям устройства следующие виды тисков:
- массивные стационарные. Такие обычно размещают на одном из углов верстака. В кузнях принято устанавливать на отдельную опору, установленную на мощный фундамент;
- поворотные можно использовать с нескольких сторон. При необходимости расположение губок ориентируют в разных направлениях;
- машинные предусматривают для использования на сверлильных станках. Можно располагать подобные изделия на фрезерных столах, строгальном или долбежном оборудовании, а также на сварочных линиях;
- клиновые отличаются тем, что конструкция имеет своеобразный вид. Такие фиксаторы позволяют развивать довольно большие усилия прижатия закрепляемых деталей;
- параллельные конструкции Моксона. Особенностью их является использование не одного, а нескольких винтовых зажимов. Длинномерные детали в разных частях закрепляются в разных точках;
- вертикальные используют для обработки изделий, имеющих большую высоту. Опора подобных тисков может находиться внизу, а зона обработки располагается сверху.
Разработка конструкции тисков

Чертеж самодельных тисков
При желании самостоятельно изготовить собственную конструкцию, необходимо подготовить чертежи (эскизы). За основу можно взять катаные уголки, швеллеры, двутавры. В промышленных устройствах используют чугунное литье. Небольшие по размеру могут изготавливаться из швеллера.
Самодельщики используют разные виды древесины или металлопрокат.
Деревянная конструкция
В составе изделий из дерева используют металлические элементы:
- винт. Применяют шпильки со стандартной резьбой. Если в наличии есть домкрат, то в разрабатываемом изделии будет использоваться прямоугольная резьба;
- гайка. Ее подбирают под имеющийся зажимной винт;
- крепежные элементы используют для придания жесткости.

Легкосъемная конструкция
По исполнению устройства могут быть:
- стационарными тисками, размещаемые постоянно на одном месте;
- переносными (легкосъемными) тисками. Их можно быстро снять, уложить в транспортное средство для выполнения работ по месту выполнения ремонта.
Пошаговые технологии изготовления деревянных тисков в домашних условиях
Конструкция для верстака
В домашних условиях тиски для верстака изготавливаются в следующей последовательности.
 |
Широкие параллельные тиски из дерева. Ширина губок составляет 600 мм. |
 |
Торцевая часть облицована стальными пластинами толщиной 4 мм. |
 |
Из березовой доски выпиливаются заготовки. Выбор березы объясняется тем, что эта древесина отличается высокой прочностью и твердостью. |
 |
Поверхность досок необходимо довести до идеала. Используются шлифовальные инструменты. Финишная обработка ведется шкурками с зерном 120…180 единиц. |
 |
К торцу приклеивается доска, которая будет служить в качестве неподвижной губки. |
 |
Дополнительно доску крепят винтами М5 с шайбами диаметром 20 мм. |
 |
Из березовых брусков 100х150х50 мм будут изготавливаться направляющие втулки для стержней. |
 |
В них высверливают отверстия диаметром 20 мм. Сами стержни будут изготавливаться из трубок Ø 20. |
 |
Ходовой винт М24 и направляющие стержни. Длина винта составляет 450 мм. |
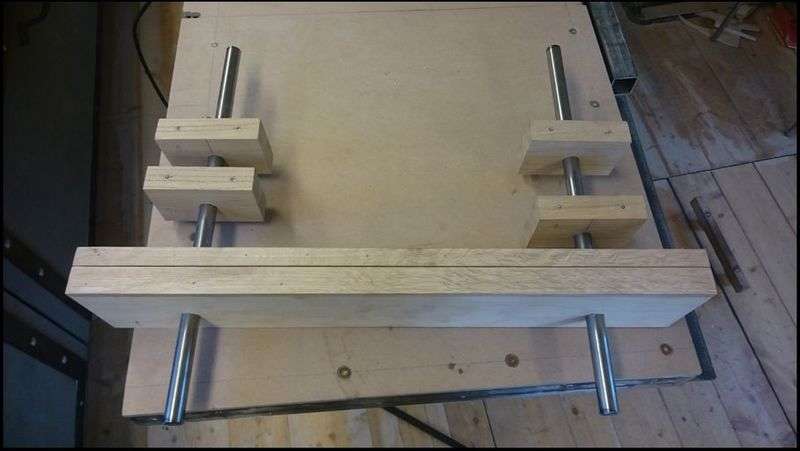 |
Предварительная сборка направляющих узлов. |
 |
Чтобы движение выполнялось строго по прямой линии, нужна длинная гайка. Но искать подобную можно долго. Проще поступить иначе. 1 — взять полосу длиной 180 мм (ширина 33 мм, толщина 5 мм); 2 — навернуть на винт две гайки; 3 — установить расстояние между гайками 140 мм; 4 — приварить гайки к полосе две гайки. Получится длинная опора, которая будет надежно перемещать подвижную часть тисков. |
 |
При монтаже винт и направляющие располагаются под столом. На фото можно увидеть, как собирается конструкция подобных тисков. |
 |
Подвижная губка опирается на металлическую опору. |
 |
Чтобы происходило перемещение по винту, нужно приварить шайбу. Она не позволит смещаться подвижной части по винтовой поверхности. |
 |
Маховичок вытачивается из древесного фрагмента. |
 |
После токарной обработки получается довольно удобная рукоять. |
 |
Внутрь маховичка запрессовывается гайка. |
 |
Чтобы зафиксировать гайку, ее заливают эпоксидной смолой. |
 |
Для фиксации габаритных деталей вытачиваются нагели диаметром 20 мм. Их можно устанавливать на губках, а также на столе. |
 |
В маховичке сверлится отверстие Ø 16 мм. В него вставляется деревянный стержень. Так удобнее вращать и фиксировать детали. |
 |
Готовая конструкция деревянных тисков. На столе видны несколько рядов отверстий под нагели. Переставляя ответные упоры, можно фиксировать заготовки довольно большой ширины. |
Изготовление деревянных тисков, устанавливаемых на столе
Другая конструкция используется в столярном производстве. Этот вид крепежа устанавливается на столе. Их дополнительно можно укрепить с помощью струбцин.
 |
Используется массив дуба. Его необходимо просушить в специальном режиме, предусматривающем не только сушку. Режимы чередуются увлажнением. Тогда исключается появление трещин. В данном конструкции верхняя часть губок небольшой ширины (всего 60 мм). |
 |
Брусок размещается на столе, а потом размечают. |
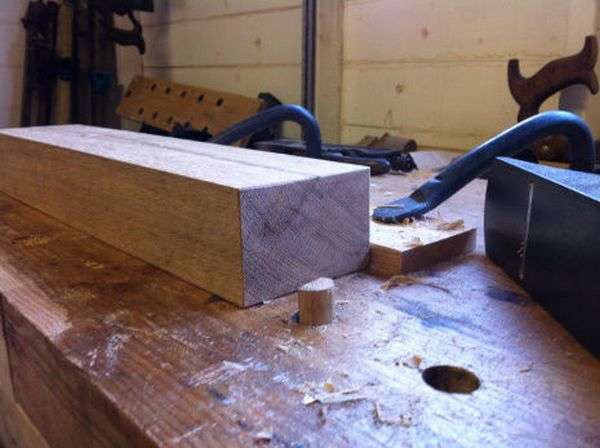 |
Брусок строгается. |
 |
Выпиливаются отдельные детали. Наилучшим считается крепление в виде ласточкиного хвоста. |
 |
Неподвижная часть вытачивается отдельно. |
 |
На токарном станке вытачивается рабочий винт. |
 |
Нарезается прямоугольная резьба. |
 |
На торце сверлится отверстие, куда вставляется стержень. С его помощью вращается винт. |
 |
Из полосы толщиной 6 мм вырезается опорная пластина. |
 |
Отверстия большого диаметра сверлят, закрепив деталь в четырехкулачковом патроне токарного станка. |
 |
Готовая пластина с отверстием Ø 20 мм. |
 |
Выполнение дополнительных пропилов. |
 |
Готовое изделие используется для фиксации заготовок при изготовлении небольших скульптур из древесины мягких пород. |
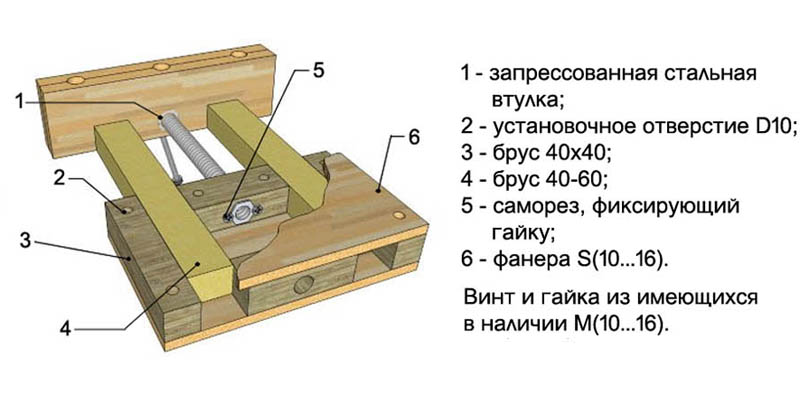
Простые деревянные тиски
 |
Используются бруски из яблони. |
 |
Основание – это доска толщиной 30 мм, шириной 100 и длиной 200 мм. |
 |
Дополнительно напилены еще три элемента. Они будут выполнять функцию губок и промежуточной опоры. Их размеры: ширина 100 мм; толщина 30 мм; высота 40 мм. |
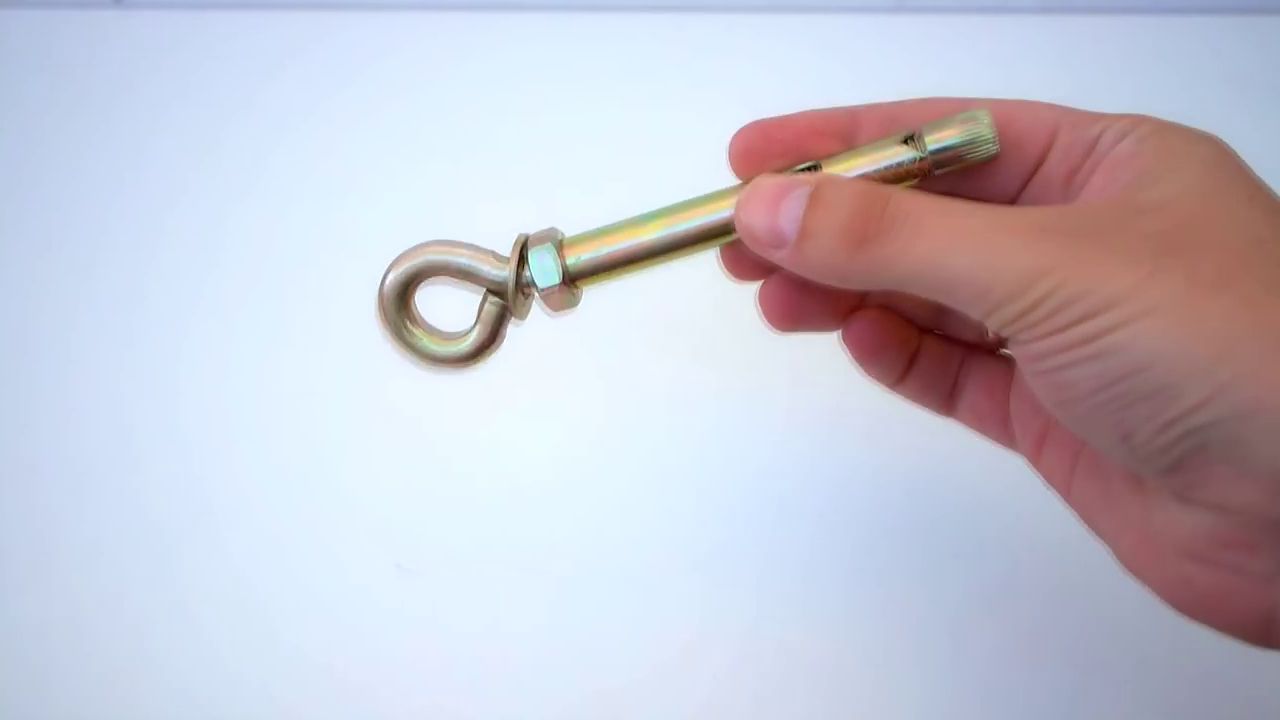 |
В качестве винта используется рым-болт с резьбой М10. |
 |
Дополнительно понадобятся болты М8х70 с гайками. |
 |
На двух брусках сверлятся отверстия под болты М8. |
 |
Дополнительно сверлятся два бруска под резьбу М10. |
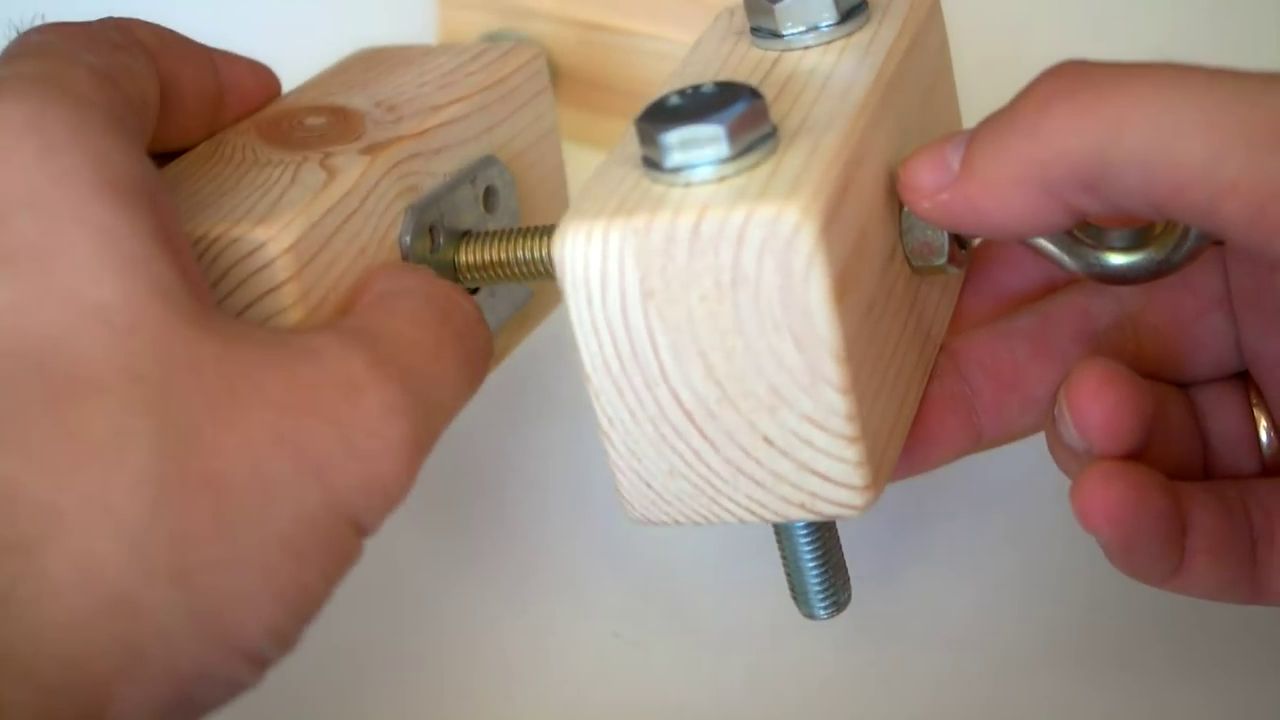 |
Запрессовывается гайка. Дополнительно используется пластина для фиксации винта. |
 |
Остается собрать элементы на опорной доске. |
 |
Болты М8 используются для установки брусков. |
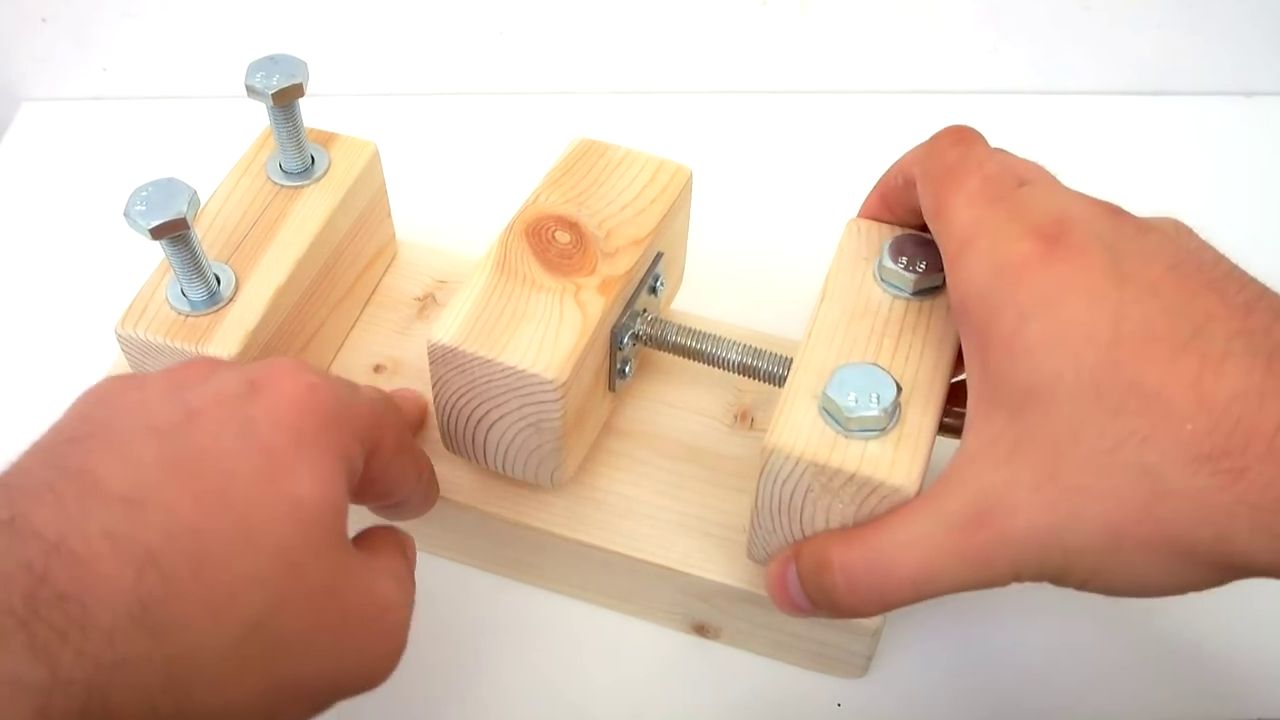 |
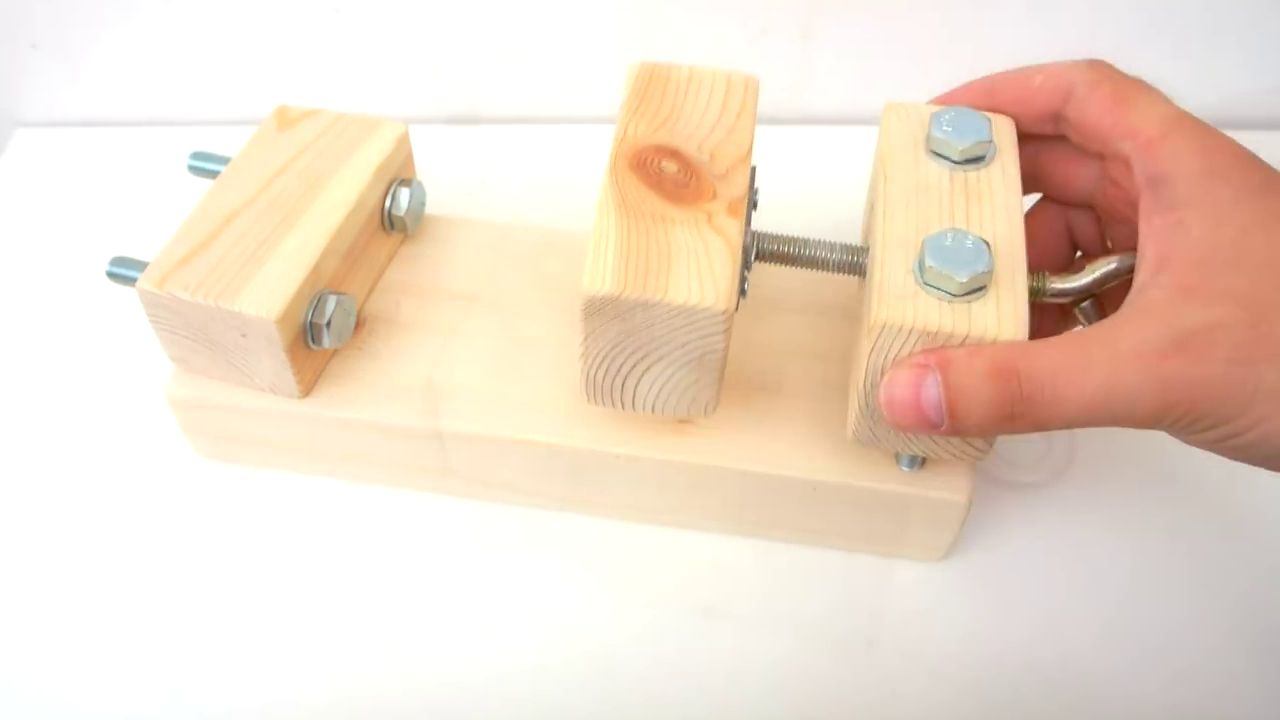
Неподвижная губка может устанавливаться в нескольких положениях. Поэтому в тисках можно фиксировать детали разной ширины. |
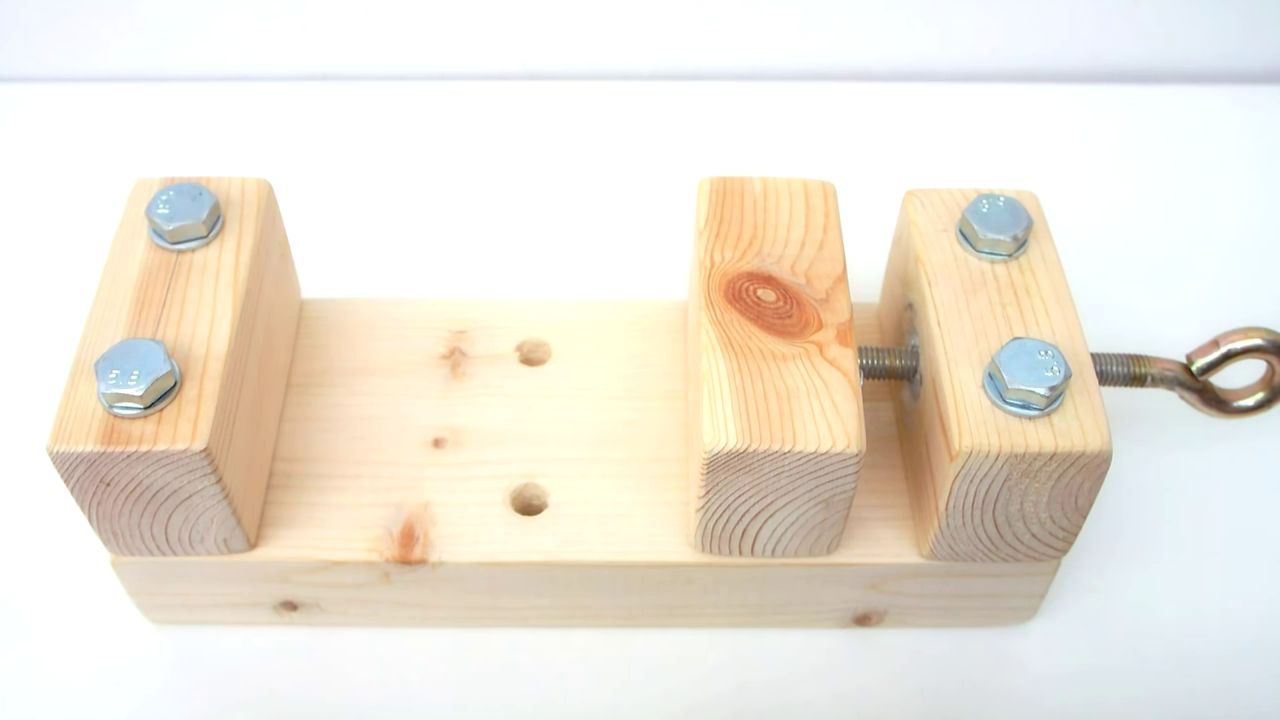 |
Тиски готовы. Ими можно пользоваться для работы с деревянными заготовками. |
Изготовление тисков из металла
Малогабаритные станочные тиски
 |
Для изготовления требуются: пластина толщиной 8 мм. Ее ширина составляет 80 мм, а длина – 120 мм; 2 полнотелых квадрата 20х20 мм; 2 равнобоких уголка с полкой 20 мм; профильная труба 20Х20х1,5 мм. |
 |
Производится примерка используемых деталей на пластине. |
 |
Уголки будут служить в качестве направляющих для толкателя в тисках. |
 |
Длина уголков составляет 60 мм. Труба имеет длину 45 мм. |
 |
Внутрь профильной трубы нужно установить гайку М10. Потребуется пропилить окно; в это окно будет установлена гайка; гайку нужно вварить по месту. |
 |
Для изготовления вина использован стержень Ø 10 мм, на нем нарезана резьба М10. |
 |
Закрепив в тисках профильную трубу, производят пропил под гайку. |
 |
Производится примерка гайки по месту. |
 |
Нужно подпилить два угла у гайки, тогда она войдет в образовавшийся паз. |
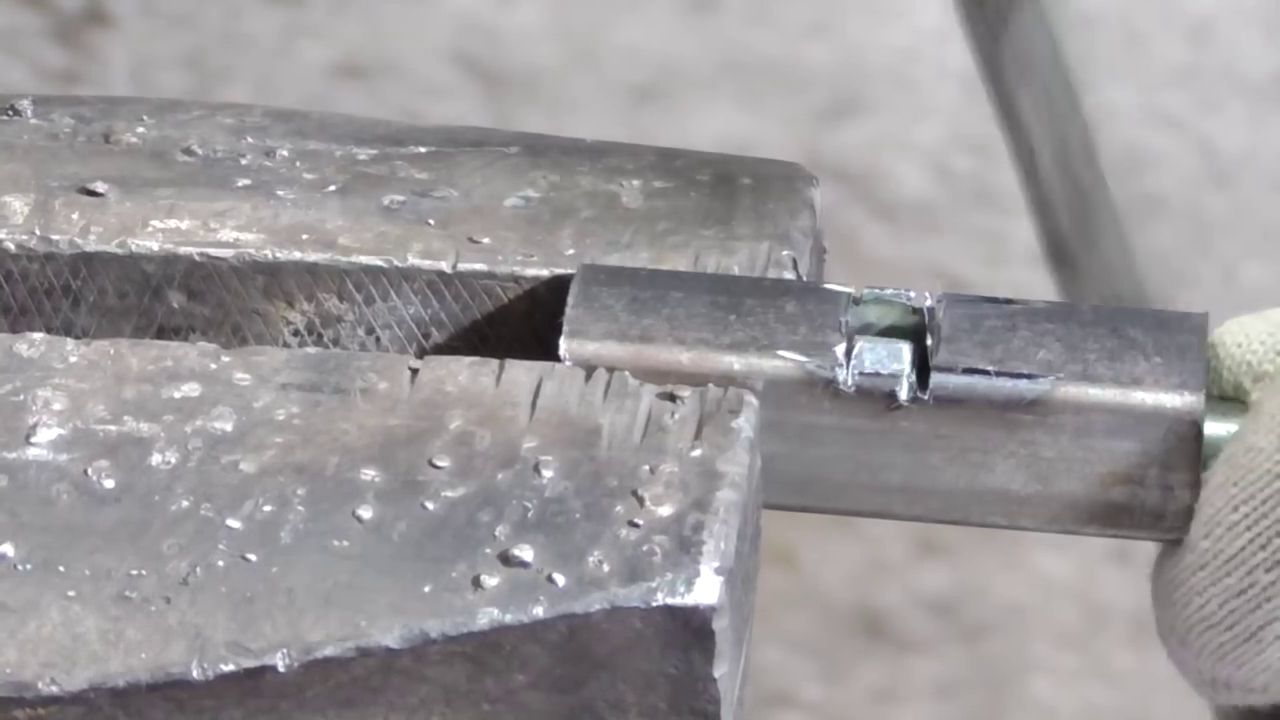 |
Гайка устанавливается по месту. Ее нужно вварить. Предварительно сверлится отверстие с обратной стороны, через него будет ввариваться обратная сторона гайки. |
 |
Сварка выполняется сверху. |
 |
Затем проваривается и обратная сторона. |
 |
Зашлифовывается поверхность всех деталей. |
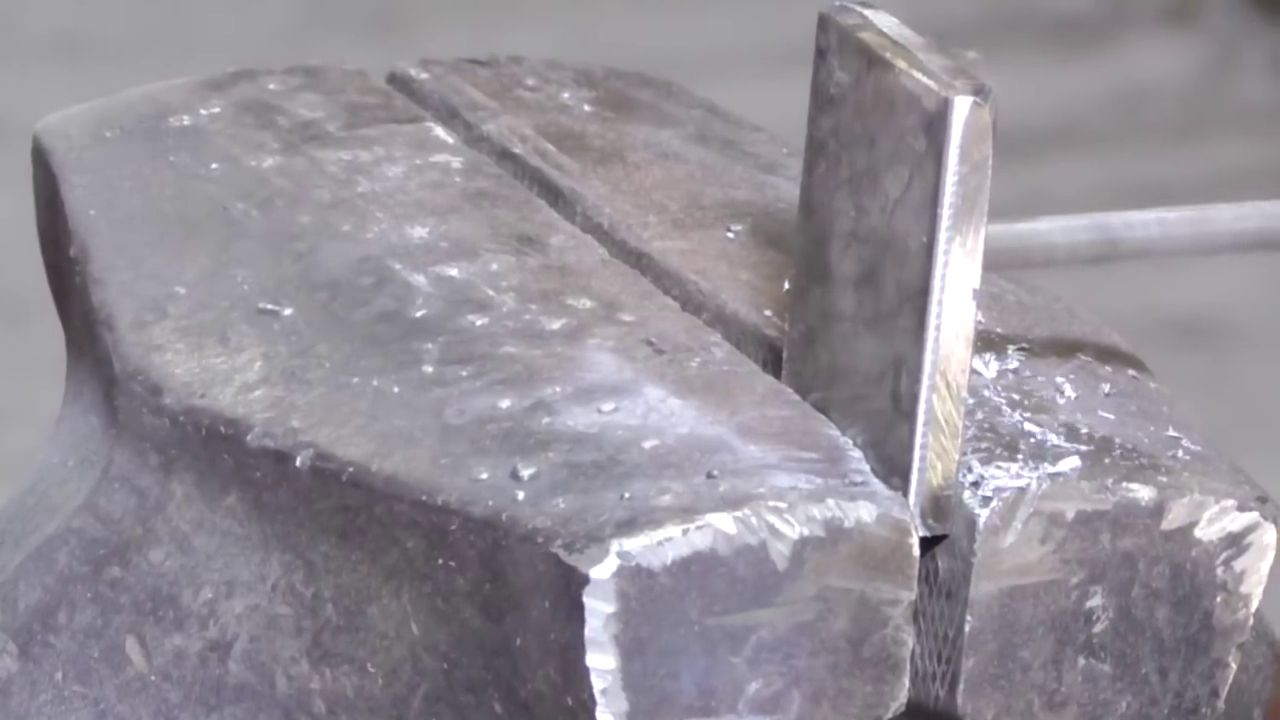 |
В пластине 50х30х6 мм сверлится отверстие Ø 10 мм. |
 |
На квадратах нарезается насечка. Она будет фиксировать детали, закрепляемые в тисках. |
 |
Подготовленные детали выкладываются на верстак. Предстоит сборка устройства. |
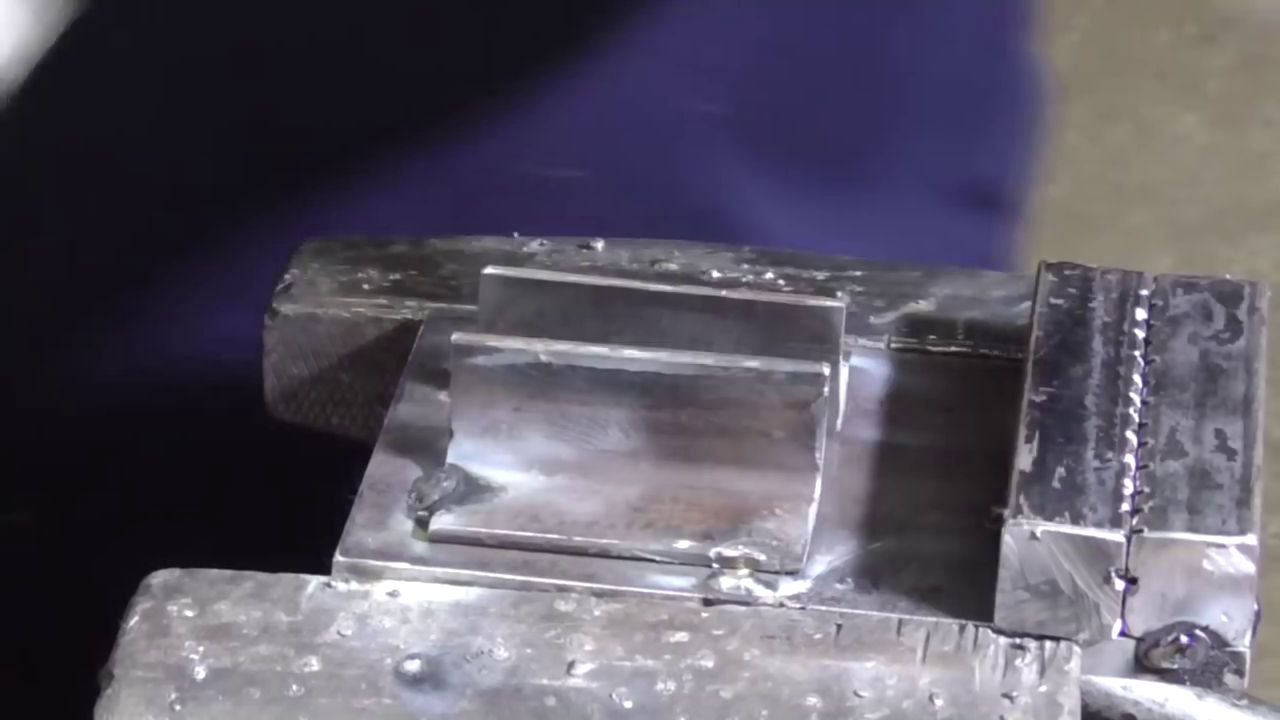 |
Приваривается неподвижная губка. Установив профильную трубу в качестве определяющей направления, приваривают уголки. Ход подвижной губки составит 30 мм. |
 |
Сверху нужно приварить пластину шириной 20 мм. Она ограничит вертикальное перемещение. Потребуется закрепить профильную трубу к подвижной губке. |
 |
Часть сварных работ завершена. Проверяется ход подвижных элементов. |
 |
К винту подваривают гайку. Она не позволит ему перемещаться вдоль оси. Пластина располагается сзади. Ее также надо жестко зафиксировать к опорной поверхности тисков. |
 |
Производится подгонка деталей по месту. |
 |
Приварив пластину, получают небольшие тиски. |
 |
Провести пробное использование можно, закрепив тиски на столе. |
 |
Фиксация деталей выполняется надежно. |
Тиски из швеллера
 |
Будут использованы: домкрат автомобильный; швеллер № 8; равнобокий уголок № 6. |
 |
Опора вырезается из листа толщиной 2 мм. Однако, такая толщина недостаточна для получения жесткой конструкции, поэтому сваривается из двух листов. |
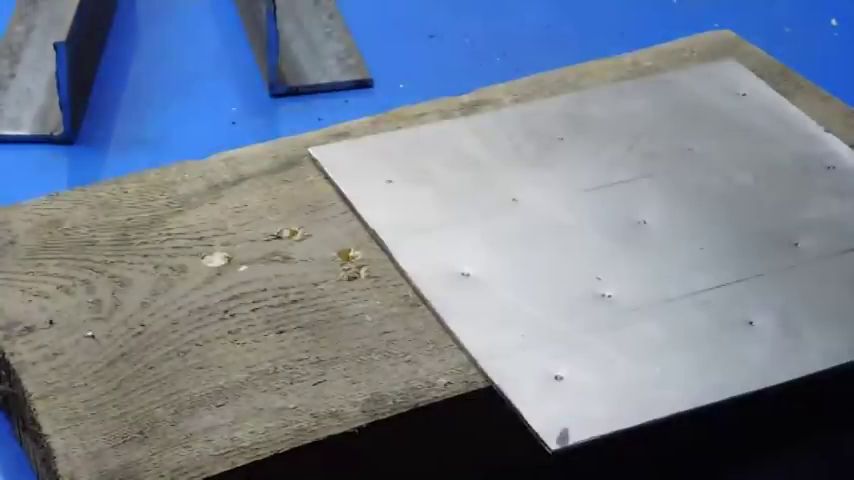 |
Выполняется разметка. |
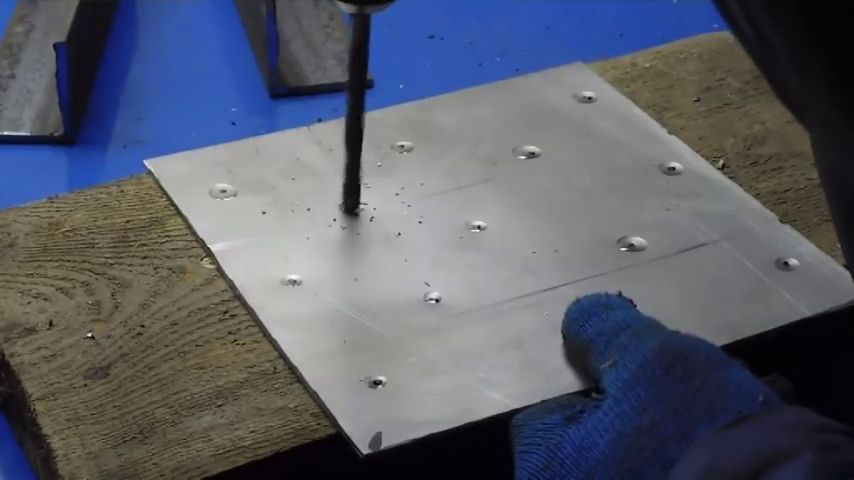 |
Сверлятся отверстия. Потом листы между собой свариваются через просверленные отверстия. |
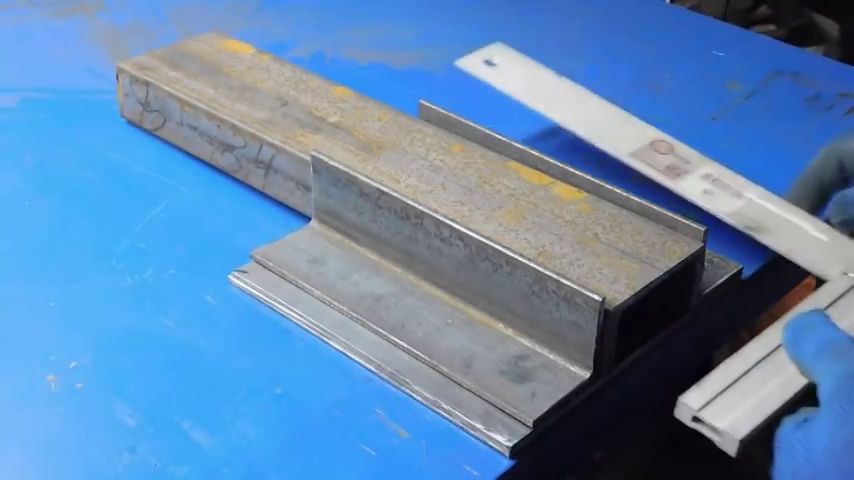 |
Устанавливаются уголки. Между ними размещается швеллер. Уголки привариваются по месту. Швеллер свободно перемещается между уголками. |
 |
Производится разборка домкрата. Необходимо отделить: винт; упорный подшипник; гайку; шайбы. |
 |
Снятые детали нужно: разобрать; промыть; подготовить к использованию. |
 |
Готовые детали после разборки и промывки. |
 |
Полуфабрикаты подготовлены, остается их установить по месту. |
 |
Детали собраны. Их нужно зафиксировать сваркой. |
 |
Дополнительно дорабатываются губки. Изготавливаются сменные элементы. |
 |
На них пропиливается насечка. |
 |
Устанавливается поперечная пластина толщиной 4 мм. |
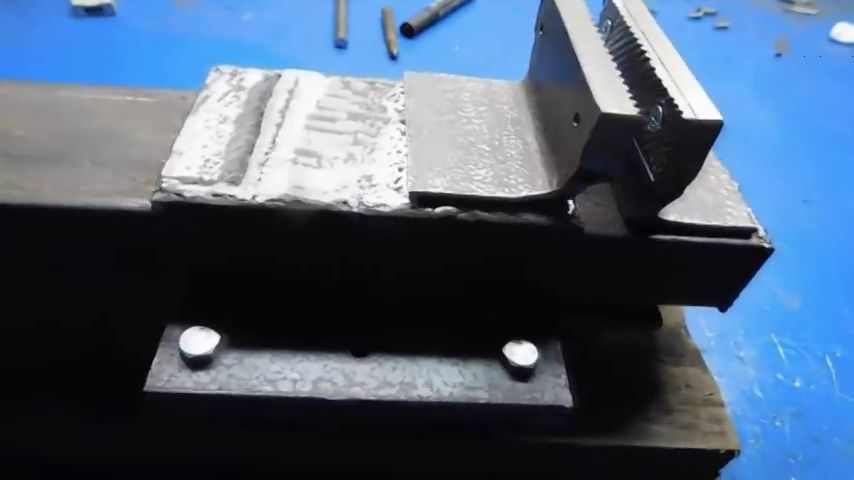 |
К этой пластине крепят подвижную губку. |
 |
Дополнительно усиливают укосинами. Их вырезают из полосы толщиной 4 мм. |
 |
Внутрь устанавливают винт, гайку и узел фиксации с упорным подшипником. |
 |
Готовые тиски после окраски фиксируют на столешнице верстака. |
Мастера предлагают много разнообразных конструкций самодельных тисков. Можно подобрать подходящий вариант, который несложно повторить.
[autor_bq]
Republished by Blog Post Promoter
















