При изготовлении конструкций, в которых используется металлопрокат, иногда возникает необходимость использовать станок для усиления профильной трубы, изготовленный своими руками. Проблема возникает потому, что подобные заготовки создают из тонкостенного металла. Поэтому нужны дополнительные ребра, способствующие повышению прочности.
Профильные трубы находят применение при создании металлоконструкций. Они часто довольно успешно заменяют горячекатаный металлопрокат. Масса металла в сварных квадратных или прямоугольных трубопроводах в 5…7 раз меньше, чем у сортового проката. Но иногда прочность оказывается ниже, чем требуется при проектировании.
Область применения профильных труб
Профильная труба в торговой сети реализуется отрезками, имеющими длину 6 м
Профтруба из тонкого листа имеет ряд незаменимых свойств:
- наличие прямоугольного или квадратного поперечного сечения обеспечивает довольно высокое сопротивление, оказываемое изгибающим воздействиям;
- против кручения подобный тип сечений работает довольно успешно;
- при небольшой массе пространственная конструкция способна выдерживать значительные статические и динамические нагрузки;
- подобные заготовки легко выпиливать в заданный размер;
- материал легко сваривается всеми видами сварки;
- заготовки из профтрубы доставляются на место монтажа, а затем сравнительно быстро и легко собираются в готовое изделие;
- используются в качестве металлокаркаса, его в дальнейшем обшивают отделочными материалами.

Оригинальная скамейка, в которой использованы трубы, согнутые в два разных радиуса
Из профильной трубы промышленные предприятия и мастера в своих мастерских изготавливают самые разнообразные изделия. Больше всего представлены сооружения защищенного грунта. Теплицы и парники создают по разным схемам:
- с двускатной крышей. Такие конструкции имеют традиционный вид. У них образуются два ската для сброса снега и дождевой влаги. В таких теплицах довольно просторно, стены выстаиваются вертикально;
- арочного типа. Чтобы создать подобное изделие, необходимо сначала создать арки. Тут используют вальцы и специальное гибочное оборудование. При минимальных затратах металла и сотового поликарбоната добиваются получения значительной площади утепленного грунта. Такие конструкции изготавливаются по заранее созданным чертежам;
- «капля» – особый вид теплицы. В ней имеется островерхая крыша, на которой в зимний период снег практически не задерживается. Высокое пространство используется для выращивания высокорослых растений. Здесь размещают даже довольно крупные деревья и виноград;
- «павильон» – еще один интересный тип теплиц. Используется полукруглая крыша при вертикальных стенах. Подобные сооружения позволяют создавать не только теплицы для летнего выращивания овощей, их применяют даже при сильных заморозках. Внутри остается летняя температура, растут теплолюбивые растения.

Парник «бабочка» позволяет подойти к растениям с двух сторон. В жару стенки приподнимаются. В холодное время их опускают. Холод не доберется до растений

Дачная мебель из профильных труб. Из металла можно делать изящные конструкции

Бюджетные столы и скамейки из профильной трубы пользуются высоким спросом у населения

За городом, а также в парках и местах массового отдыха можно с удовольствием пристроиться на удобной качалке

Летом приятно оказаться под душем. Кабинку тоже изготовили из профильной трубы

Недорогая и удобная беседка востребована практически везде. Их ставят на дачах, они находят место в придомовой архитектуре. Небольшая крыша укроет от солнца и дождя

Легкие барные табуреты лаконичны и довольно удобны. Их можно поставить в баре, а можно и дома
Статья по теме: возможно ли согнуть профильную трубу без трубогиба?
Недостатки профильной трубы и способы устранения
При всех плюсах профильных труб есть у них и недостаток. Производители стараются использовать материалы небольшой толщины. Поэтому при проектировании длинномерных изделий приходится закладывать более габаритные заготовки. Теряется легкость внешнего вида.
Но самодельные конструкции довольно часто выполняют из довольно тонкой исходной заготовки. Чтобы усилить профильную трубу от прогиба, в ней добавляют дополнительные ребра. В результате повышается жесткость.
Вопрос можно решить постукиванием молотком по одной из сторон, сминая грань. Можно подойти к вопросу и более рационально: изготовить приспособление, которое несколько изменит форму профиля трубы.
Замечено следующее:
- если производит прокат квадрата сверху и снизу, то можно дополнительно создать ребра усиления;
- прочность на изгиб увеличивается на 20…30 %, что позволяет применять профтрубы меньшего формата на один и даже два типоразмера.
В результате мастер экономит материал, создает более легкую и интересную конструкцию.
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
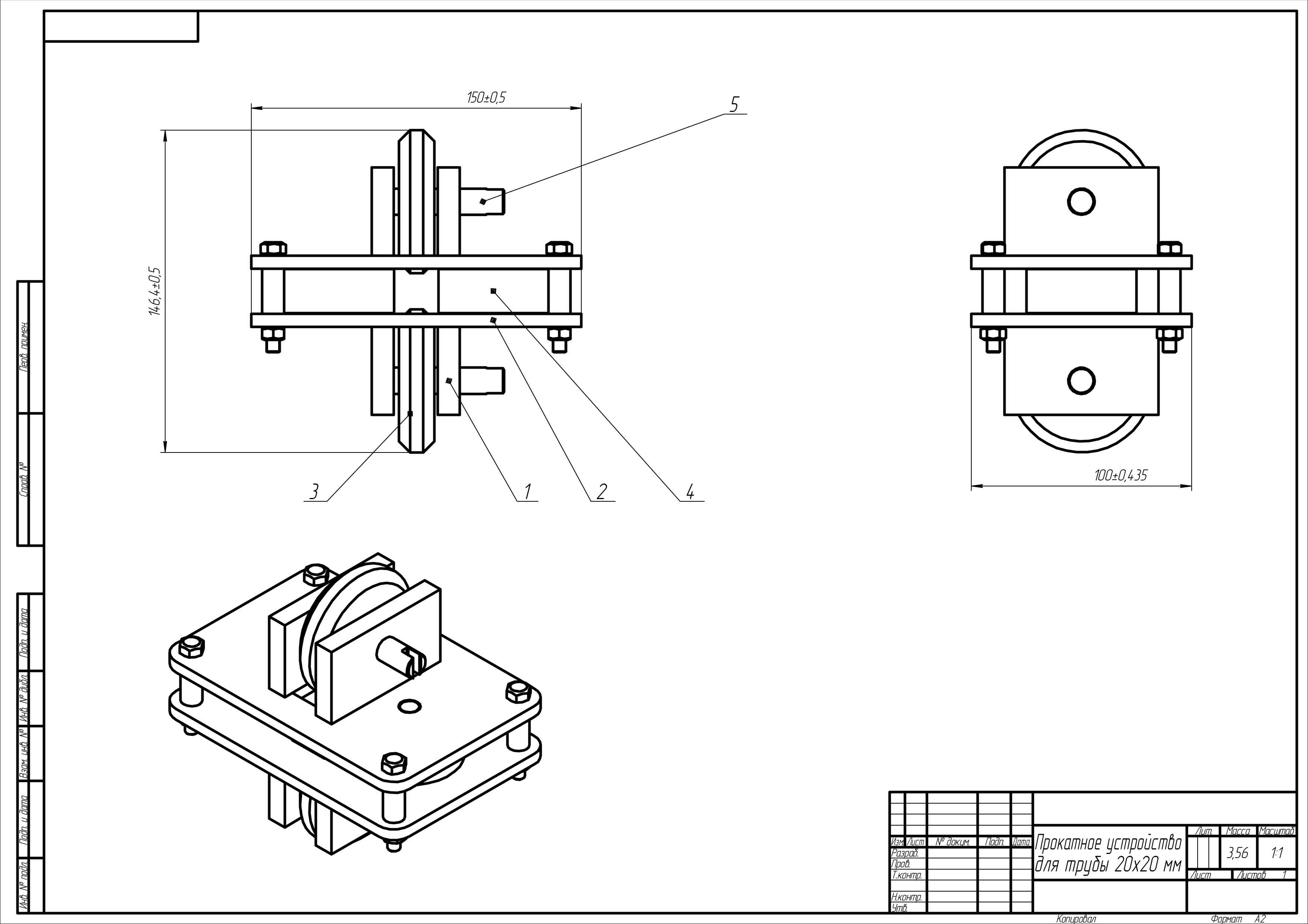
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
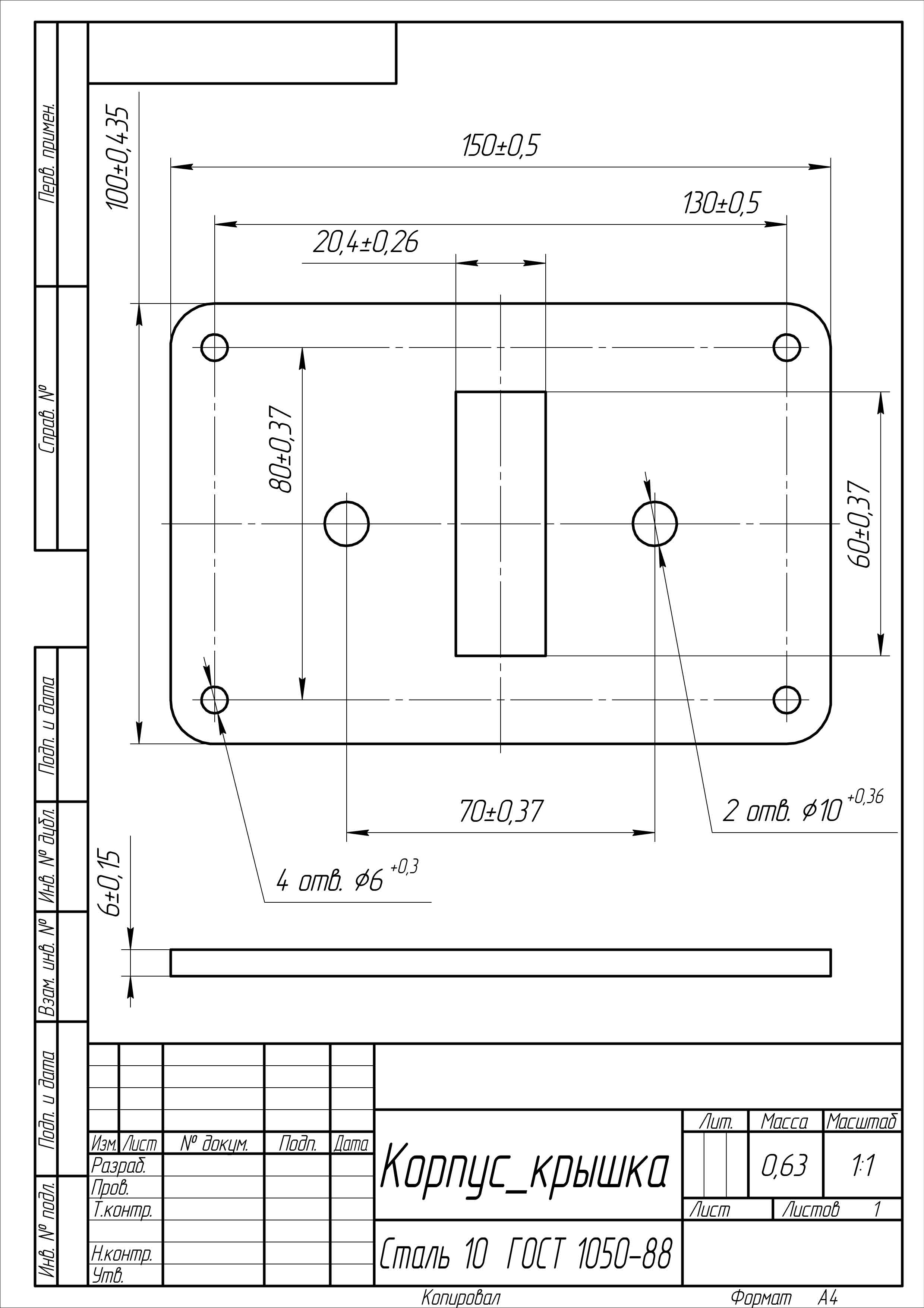
Корпус-крышка изготавливаются из пластины толщиной 6 мм
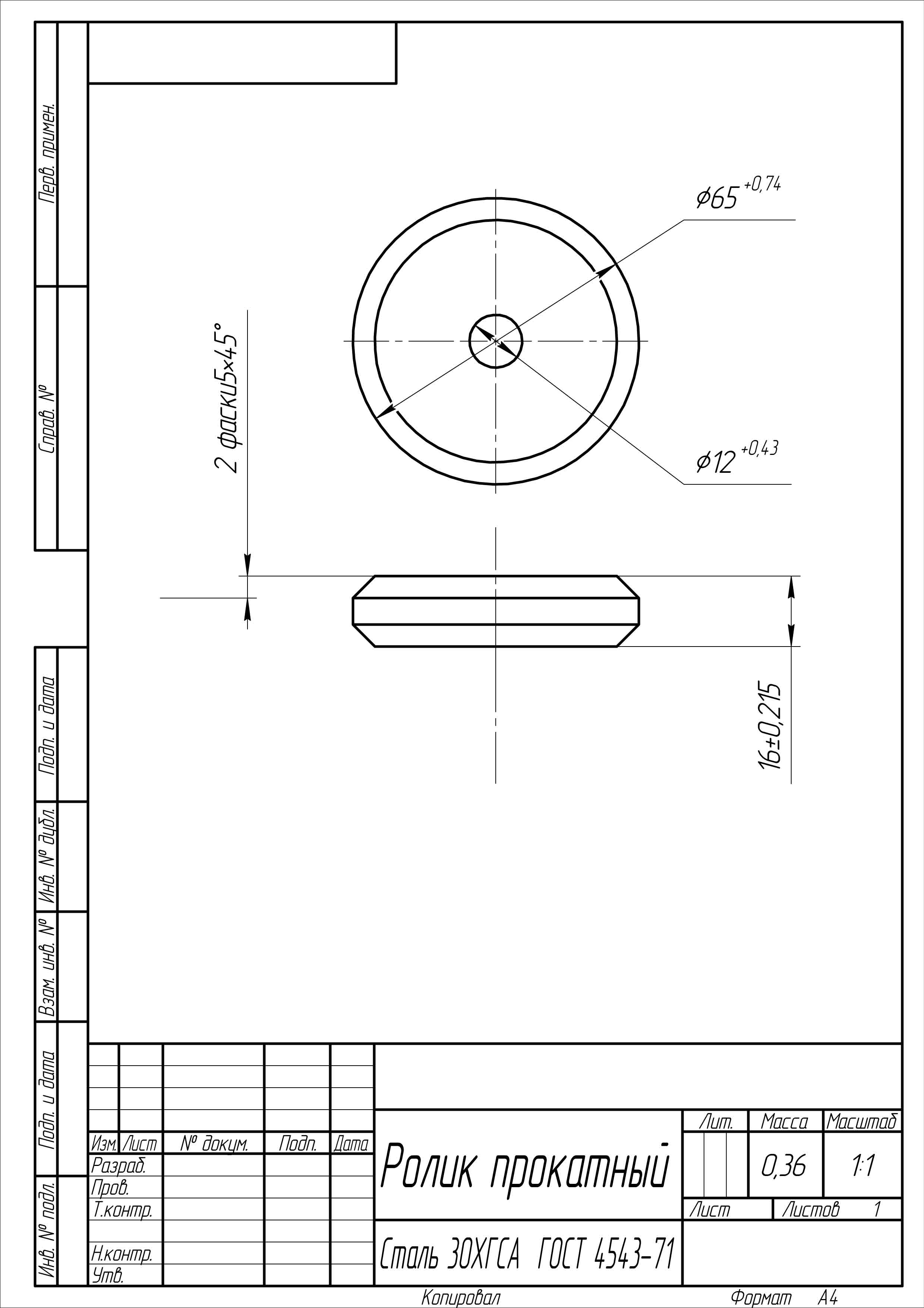
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
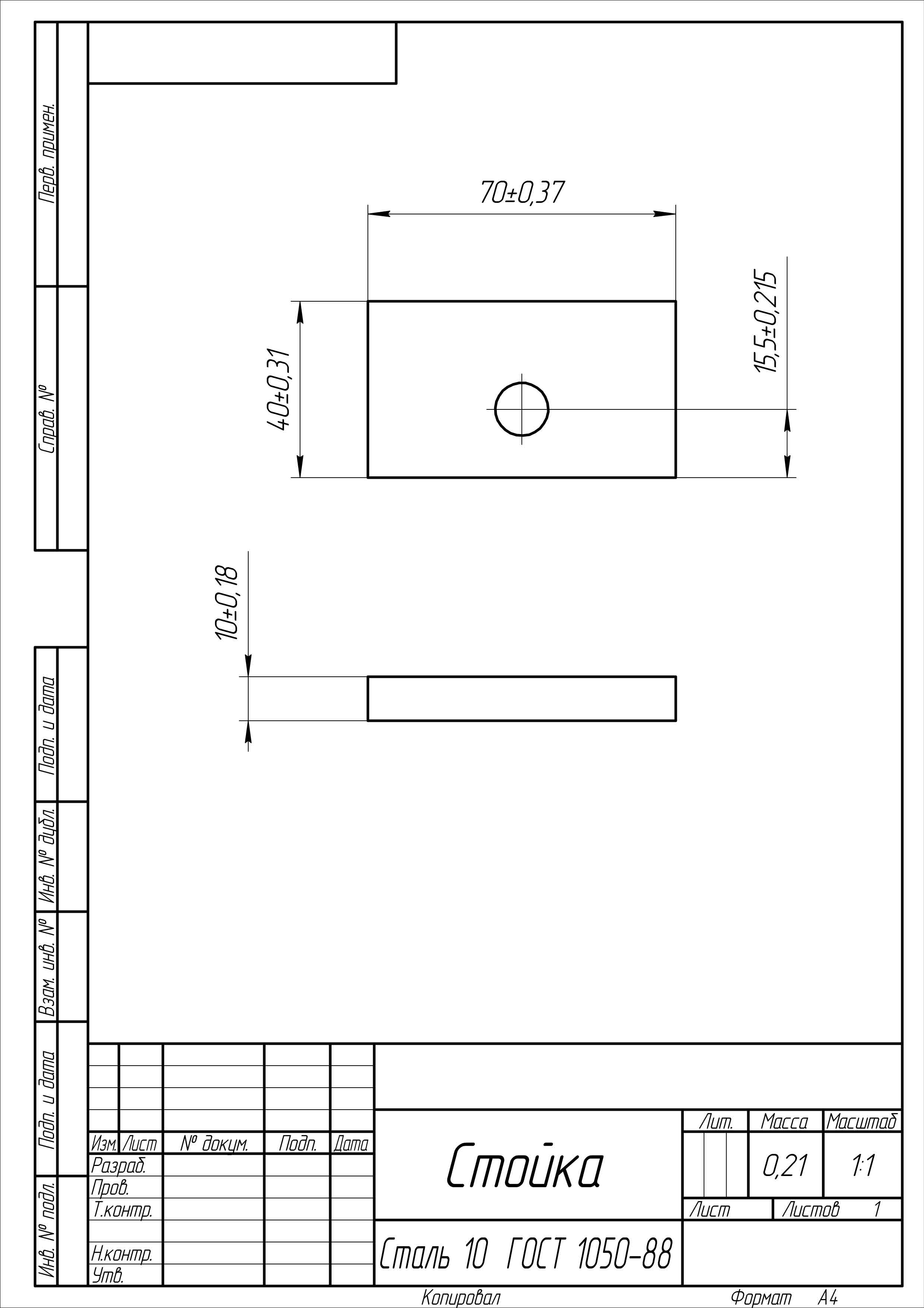
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Пошаговый процесс изготовления приспособления
Чтобы было понятнее, как работает устройство, нужно разобраться с поэтапным его изготовлением.
 |
Будет изготавливаться прокатный станок, который создаcт регулярное смятие на поверхности трубы. |
 |
Сначала подбирается необходимый материал заготовок. Выполняется разметка для будущих распилов. |
 |
Два подшипника расположатся на пластине на расстоянии, который соответствует размеру трубы. |
 |
Размечается центры сверления для осей подшипников. Задается положение профтрубы, которое она займет при профилировании. |
 |
В качестве осей будут использованы специальные валики. Их наружный диаметр соответствует внутреннему диаметру кольца подшипника. Выполняется специальная проточка, которая зайдет внутрь крышек (верхней и нижней). |
 |
Ролик будет изготовлен из листа рессорной стали. |
 |
Выполняется разметка будущего ролика. Определяется положение центра. |
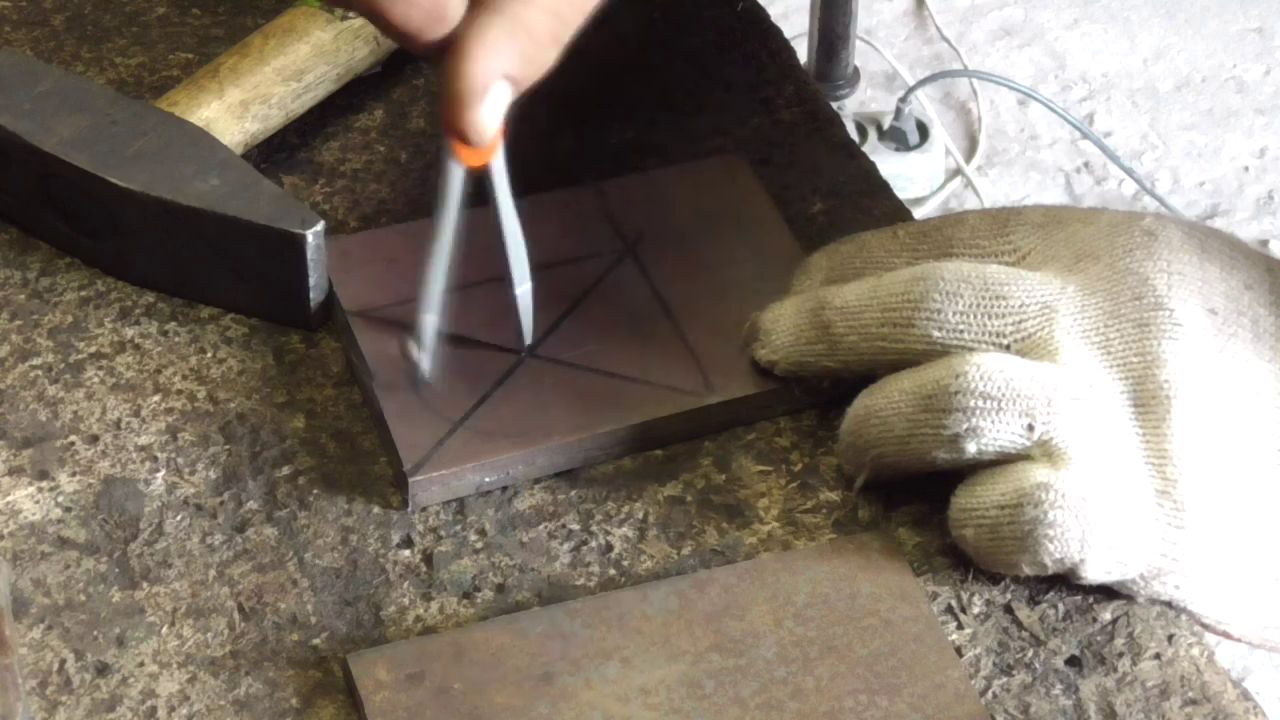 |
Циркулем прорисовывается наружный профиль. Изготовление будет выполняться без использования токарного станка, поэтому процесс будет несколько сложнее обычного. |
 |
Просверлены отверстия для осей. Внутрь подшипников забиты валики. Их установили в корпус-крышку. |
 |
Необходимо сформировать внутренние пропилы. В них будут проступать ролики. |
 |
После продольного пиления выполняется поперечное. Приходится вести обработку с обеих сторон. Тогда качество изделия будет выше. Попутно удаляются заусенцы. Притупляются острые кромки. |
 |
Нижняя крышка и подшипники уже установлены. Сверху накладывается верхняя часть. Теперь обеспечивается жесткость самого приспособления. |
 |
Сборка выполнена. Нужно приварить оси. Тогда получится неразъемная конструкция. |
 |
Сначала привариваются только точки. Потом выполняется обваривание. Обязательно проверяется легкость вращения подшипников. Если появляется затруднение в их провороте, то нужно найти причину и устранить ее. |
 |
Пора заняться и роликами. Приходится с помощью УШМ придавать вид, близкий к окружности. |
 |
Зажав в тиски заготовку, выполняют засверливание отверстия. Диаметр равен 12 мм. |
 |
Внутрь вставляют болт, а потом затягивается гайка. Нужен небольшой хвостовик, который можно будет зажать в патроне электродрели. |
 |
С помощью болгарки и дрели можно смоделировать процесс обточки круглой детали на токарном станке. Сначала обрабатывают окружность. Добиваются равного расстояния от центра. |
 |
В дальнейшем снимаются фаски. По центру ролика диаметр больше, чем у торцевых частей. Тогда будет получаться нужный профиль на трубе. |
 |
Видны четкие грани изделия. Таких роликов потребуется изготовить две штуки. |
 |
Заготовка в руках у мастера. Определяется высота стойки, которая потребуется для монтажа роликов. |
 |
Проверяется качество изготовления заготовок. Они должны быть идентичны. |
 |
Вот так ролик будет выступать внутрь приспособления. |
 |
Работать будут с обеих сторон. |
 |
После выполнения примерок и расчетов производится выпиливание стойки. Для нее требуется металл шире (10 мм). |
 |
Стойка готова. Нужно избавиться от заусенцев. |
 |
После зачистки деталь приобретает товарный вид. |
 |
Ставится ось. Собирается каждый узел, проверяется, как вращаются ролики на стойках. Насколько легок их ход. |
 |
Проводится примерка. В самом деле нужно чаще примерять, чтобы потом не ошибаться. |
 |
Прихватываются стойки к корпусу с обеих сторон. |
 |
После прихватки точками и проверки расстояний, а также легкости вращения производится полное приваривание деталей. |
 |
В первом варианте будет проведено испытание изделия. Для удобства перемещения по коротким заготовкам приваривают две рукоятки. Профилирование будет выполняться простым протягиванием вдоль трубы. |
 |
С этой стороны будет заводиться конец профильной трубы. |
 |
Первая проба приспособления. Ставится труба, а потом выполняется надавливание сверху. |
 |
Видно, как формируется новый профиль на поверхности. |
 |
Теперь можно зажать один конец в тисках и пытаться протащить приспособление по заготовке. |
 |
Приходится совершать возвратно-поступательные движения. Нужно смазывать ролики маслом, тогда они будут лучше вращаться на своих осях. |
 |
Каждый ход составляет примерно 80…90 см. Для длинной трубы придется выполнять не менее 8…10 рывков. Поэтому нужна вращающаяся ручка. Тогда движение заготовки будет более ровным. Усилий потребуется меньше. |
 |
Вот такая труба получается в результате ее усиления. Ее можно использовать для теплицы или для изготовления какого-либо другого изделия. |
В результате получено несложное приспособление, которое поможет усилить профиль заготовки.
Republished by Blog Post Promoter
















