Появление в середине прошлого века сварных профилированных видов проката натолкнуло многих мастеров на самые разные идеи его применения. При этом у многих возникает вопрос, как согнуть профильную трубу в домашних условиях без трубогиба?
Особые свойства выгодно выделяют этот полуфабрикат перед обычным металлопрокатом (катаные уголки, швеллеры, тавры и двутавры, рельсы), хотя они продолжительное время был основой для создания металлокаркасов. Сварная прямоугольная конструкция оказалась гораздо легче при той же прочности.
При изготовлении разных конструкций приходится часто изгибать заготовки. В зависимости от конструктивных особенностей возникает необходимость гнуть по радиусу или без них. В каждом случае прорабатывается своя технология исполнения процесса.
- Изгибание труб без радиуса
- Гибка труб по определенному радиусу с предварительным пропилом пазов
- Как выполняется расчет?
- Таблица 1. Определение количества пропилов для начальных условий
- Таблица 2. Расчет для профильных труб теплицы
- Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
- Технологии гибки труб
- Прокатные станки для гибки профильных и круглых труб
- Профилирующие станки
- Гибка длинномерных заготовок
- Особые способы гибки труб
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
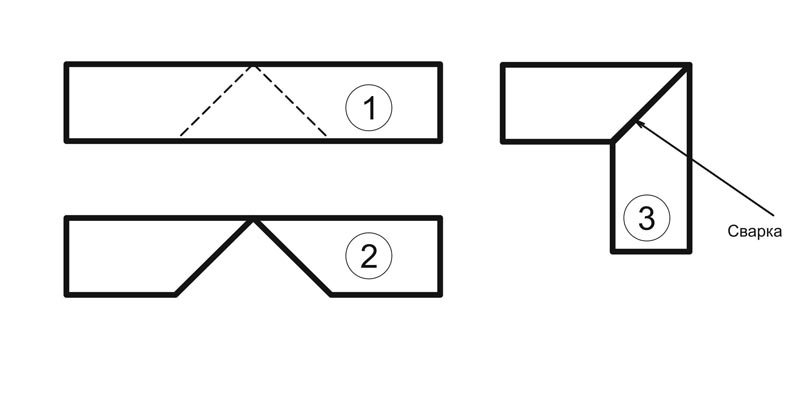
Схема техпроцесса изгиба под прямым углом с подрезкой:
1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
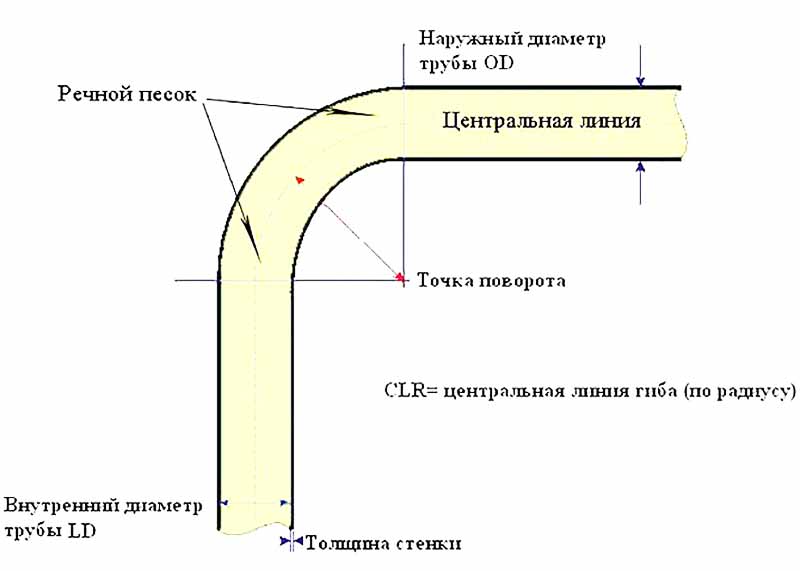
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Гибка труб по определенному радиусу с предварительным пропилом пазов
Часто можно услышать пожелание производить изгибание профильной трубы методом пропила и заваривания пазов. Процесс производится в следующей последовательности.
- Выполняется поперечный пропил трех сторон трубы. Четвертая сторона не повреждается.
- Выполняется смещение внутреннего слоя до соприкосновения крайних точек пропилов.
- После завершения изгибания по пропилам выполняют сварку.
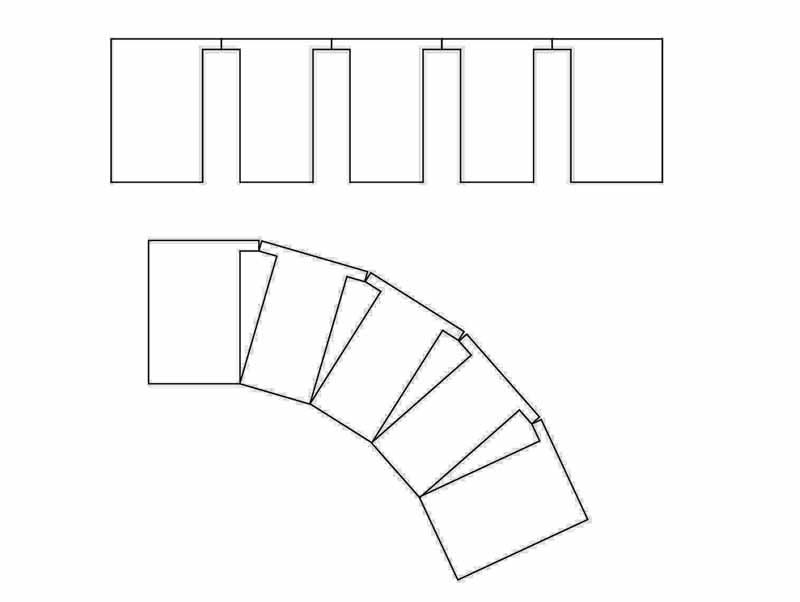
Схема технологического процесса изгибания по пропилам
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
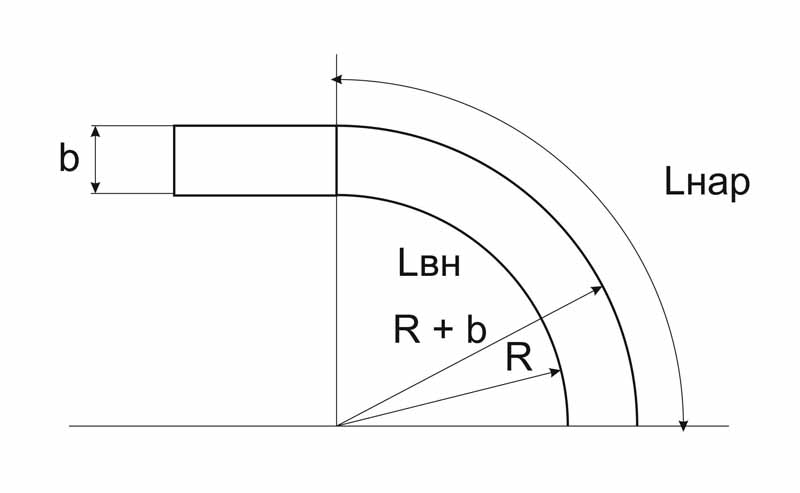
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| — | — | — | — | — | — | — |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Сколько стоит одна стальная, профильная труба размером 20·20 мм? По последним данным шестиметровый отрезок можно приобрести по цене 320…360 руб. Получается, что стоимость процесса обойдется примерно столько же, сколько стоит сама труба. При этом придется затратить более полутора часов на одну дугу. Внешний вид готовых изделий далек от совершенства. Для придания товарного вида необходимо производить шлифование, применяя абразивный инструмент. Эта операция по времени сопоставима с затратами на выполнения сварочных работ. Лепестковые круги еще больше увеличат прямые эксплуатационные затраты.

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
Технологии гибки труб
На практике используют специальные гибочные станки. Их делят по принципу действия:
- прокатные. Выполняется прокат по направляющим роликам. В процессе выполнения приходится прокатывать между опорными валиками;
- профилирующие. В инструментах этого типа трубы гнут по определенным профилям;
- натяжными. Используются пластичные свойства материала. Такой способ возможен только для длинномерных заготовок.
Прокатные станки для гибки профильных и круглых труб

Гибочный станок промышленного производства
В конструкции прокатного оборудования используются ряды валиков. Два из них располагаются снизу. Еще один устанавливается сверху. Процесс происходит в следующей последовательности.
- Средний ролик поднимается в верхнее положение.
- Заводится труба и укладывается на два нижних ролика.
- Верхний ролик поджимает трубу.
- Вращая рукоять, заставляют трубу прокатиться по ролика вперед и назад.
- Поджимают верхний ролик. Теперь труба начинает двигаться не по прямой, а по определенному радиусу.
- Прокатывая многократно, постоянно поджимают верхний ролик до заданной отметки.
- Когда доходят до определенного положения, процесс прекращают.
- Согнутую трубу вынимают со станка и укладывают на шаблон, чтобы проверить соответствие размеров и радиуса гиба.
- При необходимости снова ставят на станок и доводят изделие до требуемой нормы.
Конструкции некоторых самодельных станков самодельного производства используют дополнительные цепи. Изготовители подобных станков утверждают, что при работе тяга на всех роликах происходит с одинаковым усилием.

Нажимной прокатный трубогиб нажимного действия
Большинство самодельщиков идут по иному пути. Стоят станки изгибающего действия. В них радиус задается одним из нижних роликов, который приподнимается с помощью домкрата механического или гидравлического действия.

Трубогиб изгибающего действия
Практика показывает, что подобные станки изготавливаются гораздо проще. Достаточно использовать несколько швеллеров и роликов, установленных на мощных подшипниках.
Для прокатывания круглых труб нужно изготавливать ролики, которых ручей имеет профиль, соответствующий профилю заготовки. Для изделий из нержавейки валики вытачивают из текстолита. Подобный материал не наносит на поверхность насечку. Многие могут видеть гнутые изделия во входных группах в торговой сети, а также в ограждениях на лестницах (ограждения из нержавеющих труб диаметром 50 мм).
Профилирующие станки
Изготавливать гнутые изделия приходится при производстве сушилок для полотенца. Эти настенные изделия выполняются по разным схемам. В них циркулирует горячий теплоноситель. Повешенное на трубки белье, сохнет значительно быстрее, чем развешенное на обычных веревках. Поэтому в большинстве ванных комнат устанавливают подобное теплотехническое оборудование.
Для изготовления полотенцесушитилей используют нержавеющие трубы. Чтобы гнуть по заданным размерам применяют простейшие гибочные станки.
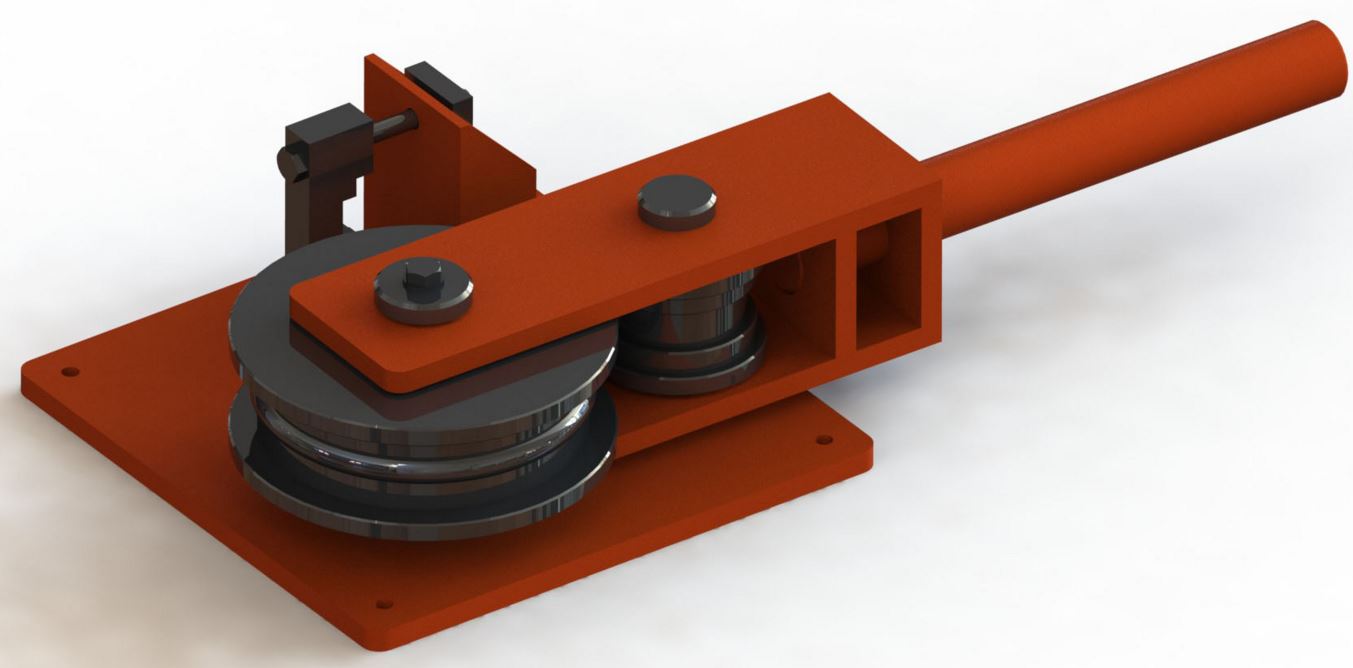
Гибочный профильный станок
В нем имеются:
- профилирующий ролик. Он стоит неподвижно, закреплен на оси;
- упор для фиксации одного конца заготовки;
- обкатывающий ролик, который располагается на рычаге. Сам рычаг вращается относительно той же оси.
Работа устройства.
- Труба устанавливается в упор.
- Обкатывающий ролик поджимается к наружной стенке заготовки.
- Перемещая рычаг, изгибают заготовку.
- Готовое изделие снимается со станка.
Производители часто имеют в своем арсенале несколько гибочных станков, чтобы комбинировать изготовление по разным радиусам.
Чтобы не происходило смятие стенок, предварительно заполняют песком, а потом в торцы забивают пробки. Внутренний объем остается неизменным. Поэтому качество изделия остается довольно высоким.

Рычажный гибочник
Для уменьшения усилий на рычагах, используют сложную рычажную конструкцию. Здесь за счёт повышения радиуса приложения силы добиваются уменьшения значений сил, на концах рычага. Подобную работу могут выполнять даже женщины. Величина прилагаемого усилия не превышает 4…6 кг.
Гибка длинномерных заготовок
На практике изготавливают навесные конструкции. Для навеса нужно использовать шаблон, по которому будет изогнута труба, а потом приварена к опорным столбикам.

Навес из профильной трубы
Громадные площади могут защищаться пространственными радиусными опорами. Каждый может попробовать приложить усилие к квадратной трубе. Она гнется и довольно легко. Остается подобрать подходящий шаблон для придания конечной формы изделию.

Заготовки из труб
Чтобы получить жесткую конструкцию строят эквидистантную согнутую поверхность. Получается арка с внутренним усилителем. Она способна выдерживать высокую снеговую нагрузку в зимний период. Летом атмосферная влага будет стекать по сторонам.

Усиленная ферма для навеса
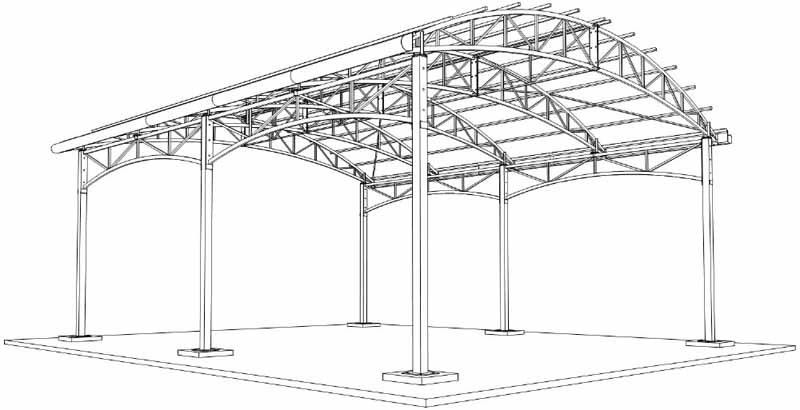
Навес в сборе
Особые способы гибки труб
Кроме профильных стальных труб иногда возникает необходимость использовать иные материалы. Если нужно изготовить дистиллятор, то используют:
- медную трубку. Ее гнуть легко. Пластичный материал легко принимает нужную форму;
- стеклянную трубку. Процесс довольно сложный, необходим нагрев до температуры 1000…1100 ⁰С. Трубку обжимают вокруг оправки, нагретой до температуры 1100…1200 ⁰С (используют специальные стали, в составе которых присутствует титан).
Дуги для небольшого парника можно согнуть из металлопластиковой трубы. Специально оборудование использовать не нужно. Два человека, помогая друг другу, могут придать нужные радиусы и форму подобному материалу.
Видео: как согнуть профильную трубу?
Согнуть алюминиевую трубу можно, предварительно нагрев ее до температуры 560 ⁰С.
- Засыпают внутреннее пространство песком.
- Забивают пробки по торцам.
- Готовят оправку.
- Смазывают мылом.
- Нагревают до потемнения мыла на поверхности. Она соответствует необходимой температуре разогрева.
- Выполняют гиб вокруг оправки.
- После охлаждения трубы выбивают пробки и высыпают песок.
Republished by Blog Post Promoter
















