В зависимости от вида резьбового соединения могут меняться шаг резьбы, поэтому существуют специальныетаблицы, подбор необходимого значения производится по обозначениям в документации. С их помощью несложно определить требуемые параметры для конкретного исполнения.
Резьбовые соединения находят самое большое распространение. С их помощью можно из нескольких разрозненных деталей получить одну. Чем выше значение диаметра, тем большее усилие на разрыв может выдержать соединение. Когда же речь заходит о шаге, то здесь оказывается всё иначе. Уменьшая расстояние между нитками, добиваются повышения прочности в соединении. Поэтому конструкторы, желая усилить стык, уменьшают величину расстояния между канавками в соединении. Однако, произвольно назначать какие-либо параметры для подобных элементов нежелательно. При необходимости проведения ремонта возникнет трудность в замене деталей.
- ГОСТ и унификация крепежа
- Информация к размышлению
- Метрические резьбы
- Таблица 1: Размеры резьбы и шаг винтовой линии
- Дюймовые резьбы
- Таблица 2: Размеры резьбы и шаг винтовой линии
- Прямоугольная резьба
- Таблица 3: Размеры резьбы и шаг винтовой линии
- Упорная резьба
- Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
- Трапецеидальная резьба
- Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
- Трубная резьба
- Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
- Как самостоятельно измерить шаг резьбы?
- Использование линейки
- Пластилиновый слепок
- Использование бумаги
- Использование резьбомера
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
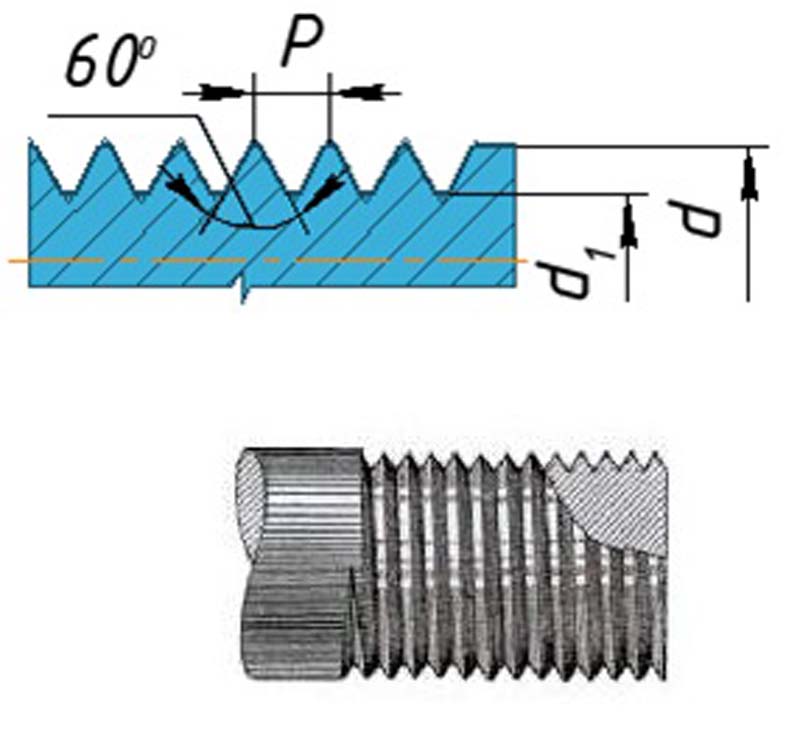
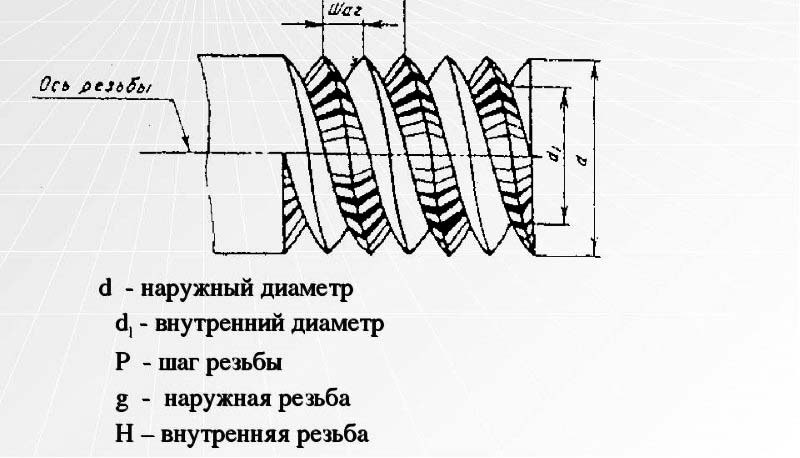
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| — | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||

Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
Дюймовые резьбы
В Россию и страны СНГ поступают изделия из США и Великобритании. Поэтому приходится сталкиваться с деталями, где применяется дюймовая резьба. Еще недавно самолетостроение было в дюймовом исполнении. Только недавно многие узлы самолетов начали выпускать с метрическими стандартами. Но еще довольно много изделий выполнено в дюймовом исполнении. В таблице 2 приведены параметры резьб, с которыми возможно придется столкнуться.
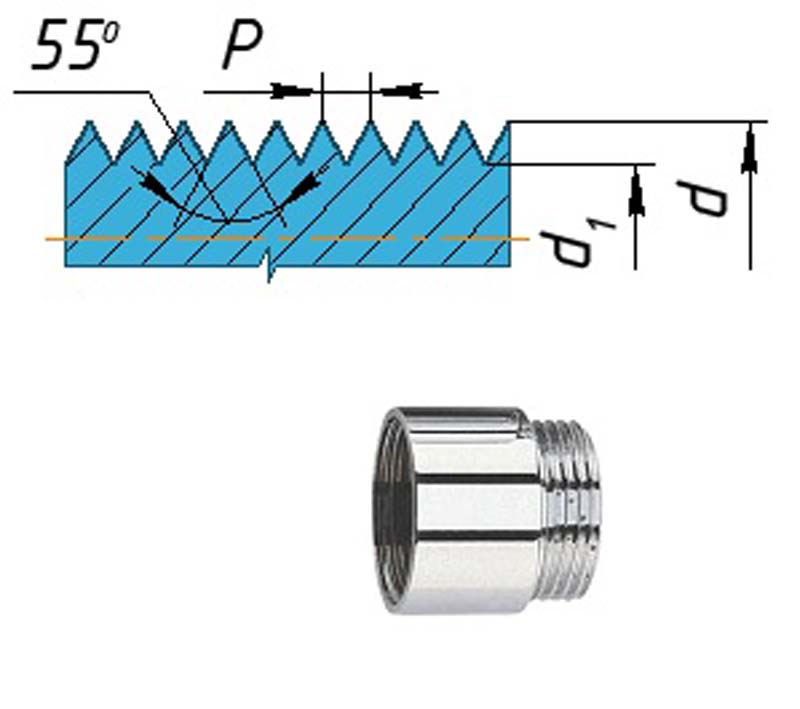
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 « | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 « | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 « | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 « | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 « | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 « | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 « | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 « | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 « | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 « | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 « | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 « | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 « | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 « | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 « | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 « | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 « | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 « | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 « | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 « | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 « | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 « | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 « | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 « | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 « | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.

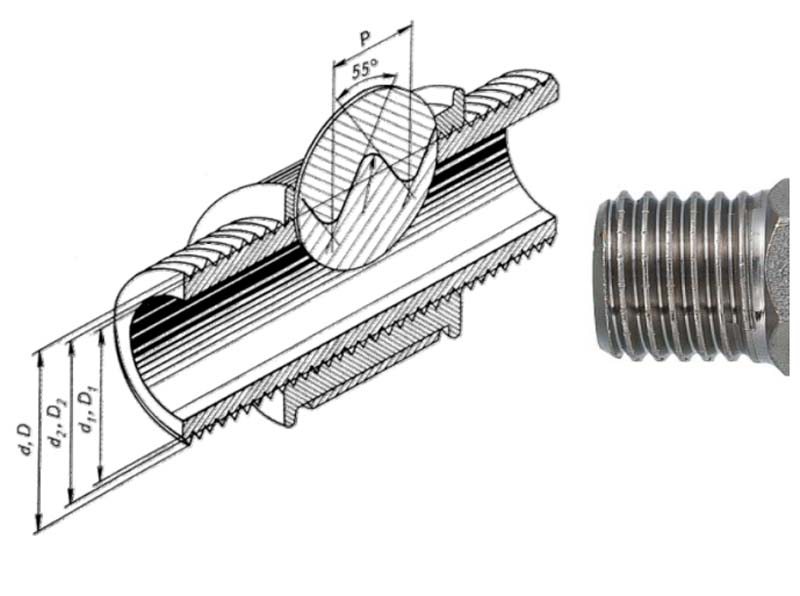
Штуцер для соединения трубопроводов разных диаметров
Прямоугольная резьба

В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 | ||
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.

Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 | |
Трапецеидальная резьба
При создании систем управления нужно иметь резьбы с минимальным трением. При разработке роботов и аналогичной техники требуется заставить устройство быстро и очно перемещать исполнительный механизм. В этих случаях использую трапецеидальные резьбы. Гайка довольно легко скользит по стержню в любую сторону. В нужном положении она надежно фиксируется.
Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
| Номинальный диаметр резьбы d, мм | Шаг P | ||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 8 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | |
| 9 | 2,00 | 1,50 | |||||
| 10 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 11 | 3,00 | 2,00 | |||||
| 12 | 3,00 | 2,00 | 1,50 | ||||
| 14 | 3,00 | 2,00 | |||||
| 16 | 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | ||
| 18 | 4,00 | 2,00 | |||||
| 20 | 4,00 | 2,00 | 1,50 | 1,00 | |||
| 22 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 24 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 26 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 28 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 30 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 32 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 34 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 36 | 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | |
| 38 | 10,00 | 7,00 | 6,00 | 3,00 | |||
| 40 | 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 42 | 10,00 | 7,00 | 6,00 | 3,00 | |||
Трубная резьба
Все санитарно-технические устройства используют в основе трубную резьбу. Ее еще называют дюймовой трубной, так как она основана на расчетах, выполняемых по аналогии с теми, что применяется в английской системе мер. За основу берется размер условного прохода DN (Ду).
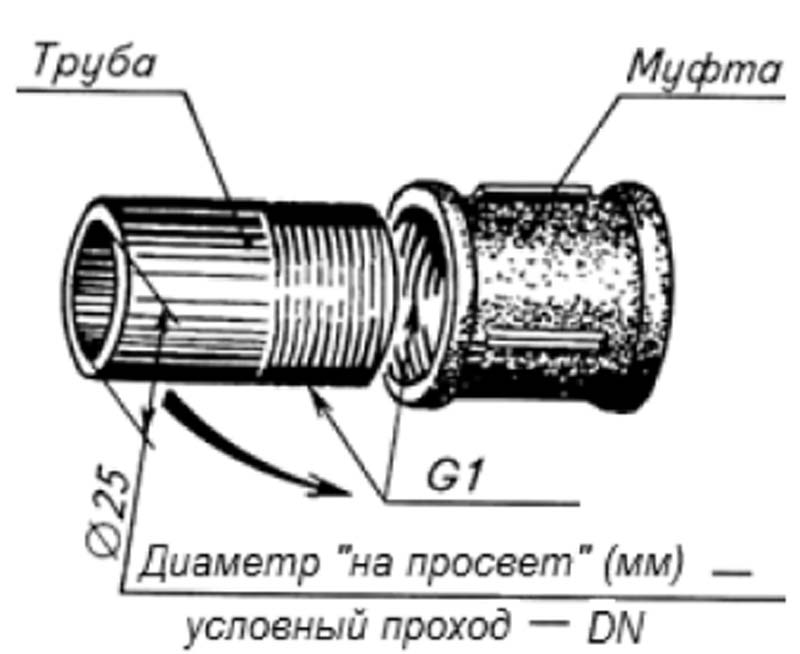
Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
| Номинальный размер условного прохода в дюймах | Номинальный (наружный) диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм |
| 1/8 « | 9,729 | 28 | 0,907 |
| 1/4 « | 13,158 | 19 | 1,337 |
| 3/8 « | 16,663 | 19 | 1,337 |
| 1/2 « | 20,956 | 14 | 1,814 |
| 5/8 « | 22,912 | 14 | 1,814 |
| 3/4 « | 26,442 | 14 | 1,814 |
| 7/8 « | 30,202 | 14 | 1,814 |
| 1 « | 33,250 | 11 | 2,309 |
| 1 1/8 « | 37,898 | 11 | 2,309 |
| 1 1/4 « | 41,912 | 11 | 2,309 |
| 1 3/8 « | 44,325 | 11 | 2,309 |
| 1 1/2 « | 47,805 | 11 | 2,309 |
| 1 3/4 « | 53,748 | 11 | 2,309 |
| 2 « | 59,616 | 11 | 2,309 |
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно.
Здесь показаны способы измерений шага резьбы
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Внимание! Можно измерять не только наружные, но внутренние резьбы. Можно скатать небольшой стержень, накрутить на палочку. Потом заворачивать в отверстие. Остается только произвести измерения и расчёты.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.

Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером.
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Republished by Blog Post Promoter


















